







Модель::
Тип станка:
Тех. состояние::
Страна:
- Европа
Вид оборудования:
станок повышенной точности изготовления, согласно стандарта DIN 8605
|
Технические характеристики токарно-винторезного станка повышенной точности |
||
|
Рабочий диапазон |
|
|
|
Высота центров |
мм |
125 |
|
Наибольший диаметр обрабатываемой детали над станиной |
мм |
260 |
|
Наибольший диаметр обрабатываемой детали над поперечной кареткой |
мм |
140 |
|
Межцентровое расстояние согласно DIN 806 |
мм |
500 |
|
Ширина станины |
мм |
150 |
|
Шпиндель |
|
|
|
Шпиндельная головка DIN 55027 |
|
размер 4 |
|
Отверстие шпинделя |
мм |
38 |
|
Проход цанги |
мм |
26 |
|
Проход цанги (натяжные и нажимные цанги) |
мм |
36 |
|
Внутренний конус по DIN 228 укороченный |
|
МТ 5 |
|
Диаметр зажимного патрона норм./макс. |
мм |
125/140 |
|
Диаметр планшайбы и зажимной шайбы макс. |
мм |
200 |
|
Инструментальная каретка |
|
|
|
Ход поперечной каретки |
мм |
120 |
|
Ход верхней каретки |
мм |
82 |
|
Диапазон поворота верхней каретки в градусах |
|
80º/-60º |
|
Сечение резца |
мм |
12 х 12 |
|
Высота линии центров над опорой резца |
мм |
6 |
|
Задняя бабка с маховиком |
|
|
|
Ход пиноли |
мм |
80 |
|
Диаметр пиноли |
мм |
45 |
|
Посадочный конус согласно DIN 228 |
|
МТ 3 |
|
Привод шпинделя (бесступенчатый привод АС) |
|
|
|
Ступени передач |
|
1 |
|
Ряд W количества оборотов (бесступенчатый) |
об/мин |
90 - 4500 |
|
Мощность привода (мах) S1/S6-40% |
кВт |
4,6/6,8 |
|
Диапазон подач |
|
|
|
Продольная подача |
мм/об |
0,015 – 0,7 |
|
Поперечная подача |
мм/об |
0,0075 – 0,35 |
|
Шаг метрический резьбы |
мм |
0,2 – 12 |
|
Шаг резьбы Withworth |
Gg,/Z. |
80 – 2 |
|
Шаг модульной резьбы |
модуль |
0,1 – 3,5 |
|
Шаг резьбы Diametral Pitch |
DP |
200 - 8 |
|
Габариты и вес |
|
|
|
Длина х ширина х высота |
мм |
1300х1200х1400 |
|
Вес |
кг |
700 |
|
Стандартная лакировка |
|
|
|
Полировочный лак: RAL 5009 лазурный / RAL 7035 светло-коричневый |
|
|
Базовая комплектация
► 3-кулачковый патрон со спиральным кольцом Ø 125 мм (до 5500 об /мин), включая:
1 набор кулачков со ступенями наружу
1 набор кулачков со ступенями внутрь
1 безопасный зажимной ключ, распорные болты и гайки с буртиком
► Быстросменный резцедержатель, размер A с насадкой AD 1690
► 2 упорных центра DIN 806 - 60°/MK 3
► 1 переходная коническая втулка главного шпинделя MK 5/MK 3
► 1 предохранительный поводковый патрон 125 мм Æ
► комплект сменных шестерен (6 шт.), по одной шестерне: Z = 20 - 30 - 40 - 60 - 90 -120
► 1 предохранительное кольцо для конца главного шпинделя DIN 55027/4 (вставить при работе
с цанговым зажимом)
► 1 упор станины, регулируемый слева
► 1 комплект гаечных ключей
► Руководство по эксплуатации с полным комплектом документации на русском языке.
► Башмаки машинные с регулирующими по высоте винтами или амортизирующая плита – 4 шт.
► Освещение галогенное.
► Система охлаждения.
Станок может быть укомплектован устройством цифровой индикации (опция).
Дополнительная комплектация согласно прайс-листу специальных принадлежностей.
Устройство станка
Передняя бабка
- Прецизионное расположение главного шпинделя.
- Подшипник с цилиндрическими роликами и регулируемым зазором, максимально возможная жесткость, а также с предварительно напряженной парой радиально-упорных подшипников для произвольного зазора.
- Практически не нуждается в техобслуживании благодаря непрерывному смазыванию.
- Привод
- Бесступенчатая регулировка
- Размещаемый под станиной электродвигатель трехфазного тока с принудительной вентиляцией.
- Ременная передача и электромагнитный тормоз для немедленной остановки главного шпинделя при аварийной ситуации.
- цифровая индикация частоты вращения
- плавная регулировка частоты вращения и рабочего торможения с помощью частотного преобразователя.
Привод подачи – стопорный блок
- Зубчатая передача со сменными шестернями, закрытая 12-ступенчатая подающая передача со ступенью реверсивной передачи, проходящая в масляной ванне, и с защитой от перегрузок.
- Однорычажное управление подачей и стопорной гайкой.
- Обточка до упора посредством регулируемой шариковой проскальзывающей муфты.
- Предохранительный рычаг переключения вращательного движения для правого и левого хода.
Пути инструментальной каретки
- Регулируемые направляющие салазок и гайки ходового винта поперечной подачи.
- Для обточки конусов наклонная верхняя каретка (+90º/.-60º).
- Быстросменная стальная крепежная головка, размер А.
- Термообработанный ходовой винт поперечной подачи, регулировочные гайки шпинделя.
- Регулируемый со шкалой лимб с матовым хромированным покрытием.
Задняя бабка с маховиком
- Литой корпус из серого чугуна.
- Закаленная пиноль с предохранителем вращения.
- Зажимы корпуса задней бабки и пиноли, смазочный ниппель.
- Поперечная установка для обточки конусов.
- Пиноль с внутренним конусом МК 3 для крепления сверлильного инструмента и центровочных центров.
Устройства безопасности
- Пространство вращения защищено электрически управляемым подвижным защитным кожухом и смонтированной стружкоотводной задней стенкой.
- Все относящиеся к средствам безопасности детали станка электрически блокируются и снабжены предохранителями.
- Прочная облицовка ведущих и тяговых шпинделей
- Предохранительный маховик на корпусе стопорного блока.
- Предотвращение и обезвреживание мест зажатия и срезки на салазках и задней бабке.
Нижняя часть и станина станка
- Закрытая, выполненная из стального листа нижняя часть со съемными створчатыми дверцами.
- С промежуточными днищами и зажимной полкой.
- С вынимающейся емкостью для стружки.
- Станина из серого чугуна, закалена и отшлифована.
Электрическое оснащение
- Панель переключателей в задней нижней части станка, предохранительный щит 230 В.
- Аварийный выключатель на панели управления слева, закрытый главный переключатель на правой панели управления.
- Отвечает требованиям последнего стандарта безопасности, и совместим с нормами CE.
Устройство охлаждения
- Емкость с охлаждающим средством с вмонтированным погружным насосом в правой нижней части станка.
Помощь в подборке Специальной оснастки
Гарантия 12 месяцев.
Изготовление Оборудования и Специальной оснастки производится в течение 45 - 60 рабочих дней
Дополнительная информация:
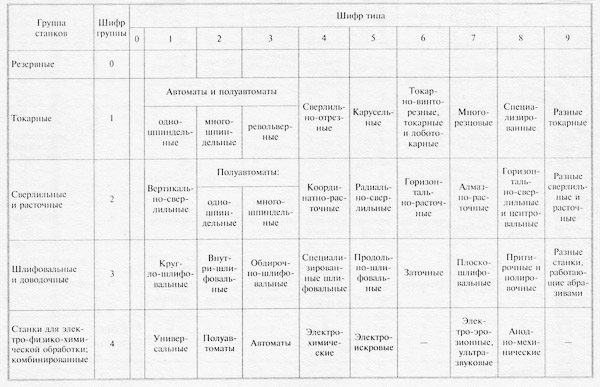
Станок — машина для обработки различных материалов. Металлорежущий станок — машина, предназначенная для обработки металлических материалов резанием. Основная классификация металлорежущих станков построена по технологическим признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку: 1 — токарные станки, 2 — сверлильные и расточные станки, 3 — шлифовальные и доводочные станки, 4 — станки для электро-физико-химической обработки, 5 — Зубо- и резьбообрабатывающие станки, 6 — фрезерные станки, 7 — строгальные, долбежные и протяжные станки, 8 — разрезные станки, 9 — разные станки. Каждую группу подразделяют на девять типов, характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Использование классификации позволяет записать модель станка в виде определен... Читать дальше
Дополнительная информация:
Станок — машина для обработки различных материалов. Металлорежущий станок — машина, предназначенная для обработки металлических материалов резанием. Основная классификация металлорежущих станков построена по технологическим признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку: 1 — токарные станки, 2 — сверлильные и расточные станки, 3 — шлифовальные и доводочные станки, 4 — станки для электро-физико-химической обработки, 5 — Зубо- и резьбообрабатывающие станки, 6 — фрезерные станки, 7 — строгальные, долбежные и протяжные станки, 8 — разрезные станки, 9 — разные станки. Каждую группу подразделяют на девять типов, характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Использование классификации позволяет записать модель станка в виде определенного набора цифр и букв. Первая цифра обозначает номер группы, вторая — тип, последующие одна или две цифры характеризуют какой-либо отличительный параметр. Буква, стоящая после первой цифры, указывает на модернизацию основной базовой модели станка, а буквы в конце — определяют модификацию (класс точности, систему управления и др.). В станках с программным управлением в обозначение вводят индексы Ц, Т, Ф1 ... Ф4, которые обозначают, что этот станок с цикловой (Ц) или оперативной (Т) системами, с цикловой индексацией и преднабором координат (Ф1), с позиционной и прямоугольной (Ф2), контурной (ФЗ) и универсальной (Ф4) системами. Иногда станкостроительные заводы отступают от этой классификации, но каждому заводу присвоен свой индекс из одной или двух букв, после которого проставляется порядковый номер модели станка.
Дополнительно станки можно классифицировать по ряду других признаков, например:
- по степени универсальности — специальные, специализированные, универсальные и широкоуниверсальные. Специальные станки предназначены для обработки заготовок одного типоразмера (зачастую — одной поверхности); специализированные — для обработки заготовок, сходных по конфигурации, но с разными в некотором диапазоне размерами; универсальные — для выполнения значительного числа операций при обработке разнообразных заготовок; широкоуниверсальные — для обработки заготовок особенно большого диапазона работ;
- по степени автоматизации станки делят на автоматы, полуавтоматы и станки с ручным управлением. В станках автоматах все основные и вспомогательные движения, необходимые для технологического цикла обработки заготовок, осуществляются без вмешательства человека; в станках полуавтоматах весь цикл обработки заготовок производится автоматически, но для установки заготовок, пуска станка и снятия деталей необходимо вмешательство станочника.
Станок с рунным управлением — это, как правило, механизированный станок, который может обладать только одной автоматической функцией (зажим заготовки или подача инструмента).
В зависимости от массы станки разделяют на легкие (до 10 кН), средние (до 100 кН), тяжелые и особо тяжелые (уникальные) — свыше 100 кН.
В зависимости от расположения шпинделя различают станки с вертикальным, горизонтальным и наклонным расположением шпинделя.
Важнейшей характеристикой каждого станка является его геометрическая точность. Допустимые значения норм точности станков и методы их проверки указаны в паспортах. Геометрические неточности отдельных деталей станка вызывают погрешности размеров, форм и взаимного расположения обрабатываемых на нем поверхностей изделия.
Таблица 1: Классификация металлорежущих станков.

В зависимости от точности выполняемых работ станки подразделяют на пять классов: нормальной (Н), повышенной (П), высокой (В), особо высокой (А) точности и прецизионные (С).
Классификация станочных систем строится на классификации металлорежущих станков, на основе их специализации и возможности встраивания в автоматические линии или станочные системы любой сложности.
При изучении действующих и создании новых станков и станочных систем нужно знать, какие поверхности на них обрабатывают. Все многообразие геометрических, внутренних и наружных поверхностей можно разделить на следующие классы: плоские, вращения, винтовые, зубчатые и пр.
На всех металлорежущих станках обработку поверхностей и придания им формы и размеров детали, предусмотренных чертежом, осуществляют согласованием между собой движения инструмента и заготовки. Снятие припусков с заготовки может быть реализовано путем: перемещения инструмента относительно заготовки, заготовки относительно инструмента, одновременным движением инструмента и заготовки.
Механизмы станков сообщают заготовке и режущему инструменту два основных движения: главное и движение подачи. Главным (ГОСТ 25762—83) называют движение, имеющее наибольшую скорость v резания, а движение, скорость которого определяет величину подачи — движением подачи s. В токарных, фрезерных, сверлильных и расточных станках главное движение — вращательное, в строгальных, долбежных станках — возвратно-поступательное.
Скорость резания и (м/с или м/мин) — перемещение в единицу времени произвольной точки, взятой на активной части главной режущей кромки, относительно обрабатываемой поверхности заготовки.
Подача — перемещение режущей кромки инструмента относительно обрабатываемой поверхности заготовки в единицу времени. При токарной обработке различают оборотную подачу s0 мм/об, т. е. перемещение режущей кромки инструмента за один оборот заготовки и минутную подачу s, мм/мин, т. е. перемещение за 1 мин. При этом s = 60so • п, где п — частота вращения шпинделя, с'.
Обозначение осей координат и направлений движений рабочих органов в станках связывают с ориентацией обрабатываемой заготовки и инструмента. За основу при программировании операции обработки принимают перемещение инструмента относительно системы координат неподвижной заготовки, оси которой параллельны прямолинейным перемещениям рабочих органов станка. В качестве примера на рис. 1. показано обозначение осей координат и положительные направления вращения при программировании в станках с числовым программным управлением (ЧПУ). Ось Z принимается параллельной оси шпинделя. Движение по оси ZB положительном направлении соответствует направлению отвода инструмента от заготовки. Ось X принимается параллельной поперечным направляющим. Положительное движение по оси X соответствует отводу инструмента, установленного на главном резцедержателе поперечных салазок, от оси вращения заготовки. Буквами А, В и С обозначают вращательные движения относительно осей X, У и Z соответственно и осей, параллельных им.
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования. Обычно режимы резания устанавливают в следующем порядке: глубину резания t при черновой (предварительной) обработке назначают по возможности максимальную, равную всему припуску на обработку или его большей части, при чистовой (окончательной) обработке глубину резания назначают в зависимости от требований точности размеров и параметра шероховатости обработанной поверхности. Подачу s при черновой обработке выбирают максимально возможную, исходя из жесткости и прочности упругой технологической системы, мощности привода станка, прочности твердо сплавной пластинки и других ограничивающих факторов, при чистовой обработке — в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
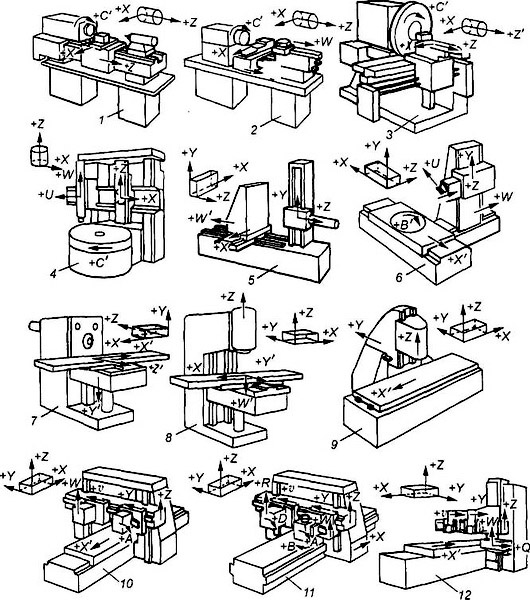
Рис. 1. Обозначение осей координат и направлений движения рабочих органов в станках с ЧПУ: 1 — токарно-винторезный; 2 — токарно-револьверный; 3 — лоботокарный; 4 — токарно-карусельный; 5, 6 — горизонтально-расточные; 7 — консольно-фрезерный горизонтальный; 8 — консольно-фрезерный вертикальный; 9 — продольно-фрезерный вертикальный; 10 — продольно-фрезерный двухстоечный; 11 — продольно-фрезерный с подвижным порталом; 12 — одностоечный продольно-строгальный
Скорость резания v рассчитывают по эмпирическим формулам, установленным для каждого вида обработки.
Для осуществления оптимальных режимов резания станки оснащают механизмами регулирования частоты вращения валов и шпинделей, величины подачи столов и суппортов в определенных диапазонах. Различают три способа регулирования частоты вращения: бесступенчатый, ступенчатый и комбинированный. В первом случае может быть получена любая величина скорости в заданном диапазоне, во втором — ряд определенных значений регулируемого параметра в заданном диапазоне. Чтобы иметь возможность обрабатывать детали любого диаметра в заданных пределах с оптимальной скоростью резания, необходимо бесступенчатое (плавное) регулирование частоты вращения шпинделя, которое достигается применением соответствующего привода (механического, электрического или гидравлического). Однако пока не разработаны экономически выгодные способы бесступенчатого регулирования для всех областей станкостроения, поэтому современные станки имеют в большинстве случаев приводы со ступенчатым рядом чисел оборотов. Механизмы, осуществляющие ступенчатое регулирование, надежны в эксплуатации и имеют наибольшее распространение. В станках с ЧПУ в настоящее время все большее распространение получает комбинированный способ регулирования частоты вращения.
У станков с прямолинейным движением рабочий орган совершает рабочий ход, когда осуществляется процесс резания и обратный (холостой) ход, когда движущаяся часть станка возвращается в исходное положение. Рабочий и обратный ходы составляют двойной ход.
Общие сведения об электрооборудовании металлорежущих станков
Совокупность устройств, приводящих в движение рабочие органы металлорежущих станков, называют приводом. Он состоит из двигателя, являющегося источником движения, и механизмов, передающих движение рабочим органам.
В металлорежущих станках электропривод преобразует электрическую энергию в механическую. Различают привод: главного движения, подач, быстрых перемещений и т. д. В электроприводе применяют двигатели переменного и постоянного тока, чаще асинхронные двигатели переменного трехфазного тока с короткозамкнутым ротором, который соединяют непосредственно или через ременную передачу с коробкой передач. Асинхронные двигатели бывают с одной или двумя частотой вращения (например, 50/25; 25/12,5 с-1).
В состав электропривода кроме электродвигателя и исполнительных органов станка, с которыми соединен электродвигатель, входит аппаратура управления двигателем, системы электроизмерительных приборов, электрические цепи, аппаратура защиты и др. Обмотку короткозамкнутого ротора асинхронного электродвигателя (рис. 2, а) выполняют в виде стержней, соединенных между собой кольцами, расположенными на торцах ротора. Обмотки статора асинхронного электродвигателя соединяют в звезду или треугольник. Асинхронные электродвигатели с фазным ротором (рис. 2, б) имеют на роторе обмотку, аналогичную статорной.
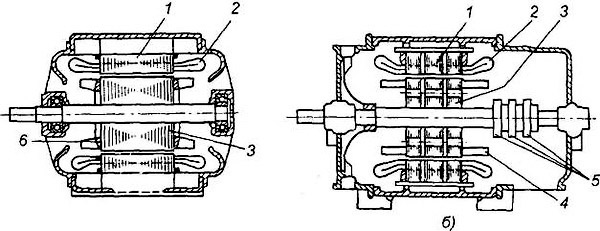
Рис. 2. Трехфазные асинхронные двигатели: а — с короткозамкнутой обмоткой ротора; б — с фазной обмоткой ротора; 1 — сердечник статора; 2 — трехфазная обмотка статора, включаемая в сеть переменного тока; 3 — сердечник ротора; 4 — фазная обмотка ротора; 5 — контактные кольца для соединения с пусковым или регулировочным реостатом; 6 — короткозамкнутая обмотка ротора
Концы обмотки ротора через контактные кольца и щетки присоединяют к наружной цепи (например, к пусковому резистору).Машины постоянного тока (рис. 3) выполняют с независимым возбуждением или с самовозбуждением. Независимое возбуждение в большинстве случаев электромагнитное, т. е. на полюсах имеется обмотка возбуждения, по которой проходит постоянный ток от постороннего источника. В машинах с самовозбуждением ток для обмотки возбуждения поступает с якоря. Возможны три варианта соединения обмотки возбуждения с обмоткой якоря: параллельное, последовательное, смешанное. В соответствии с этим различаются машины постоянного тока параллельного, последовательного и смешанного возбуждения. В последнем случае в машине имеются две обмотки возбуждения. Двигатели постоянного тока применяют для бесступенчатого изменения частоты вращения шпинделя станка или ходового винта привода подач. Наиболее часто используют двигатели с параллельным (независимым) возбуждением.
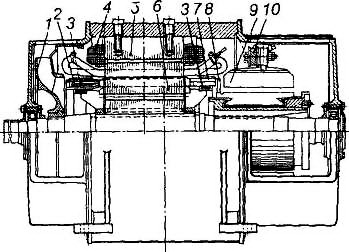
Рис. 3. Двигатель постоянного тока серии П: 1 — вентилятор; 2 — обмотка якоря; 3 — опорное кольцо; 4 — обмотка главного полюса; 5 — сердечник главного полюса; б — сердечник ротора; 7 — выводы секций обмотки якоря к коллектору; 8 — присоединение секций обмотки к коллектору; 9 — бракет; 10 —кольцевая траверса
Мощность, необходимую для работы станка, определяют с учетом режимов работы станка, обеспечения его высокой производительности, экономичности и безопасности обслуживания.
В связи с большим количеством различных конструкций станков и их модификаций, работающих в разных режимах, мощность электродвигателей определяют, анализируя графики нагрузки этих станков. Так, станки универсальные токарные, фрезерные и другие, работающие в цехах мелкосерийного производства, например в ремонтно-механических цехах, имеют длительный режим работы с малоизменяющейся нагрузкой. Поэтому мощность электродвигателей таких станков выбирают по номинальной мощности станка с учетом его коэффициента полезного действия (КПД). Для продольно-строгальных станков и других, работающих в длительном режиме и с переменной нагрузкой, мощность электродвигателей определяют по графику нагрузки методом средних потерь или эквивалентных величин. Сверлильные и заточные станки, автоматы и другие работают в повторно-кратковременном режиме работы, характеризуемом коэффициентом продолжительности включения (ПВ). Поэтому мощность электродвигателей таких станков определяется мощностью повторно-кратковременного режима при определенном значении ПВ.
В электросхемах станков, кроме электродвигателей указывают все электрические аппараты. Электрическими аппаратами называют электротехнические устройства, предназначенные для включения и отключения, управления, регулирования и защиты электрооборудования и участков электрических цепей. Они осуществляют соединение или разрыв электрической цепи посредством электрических контактных соединений. Место соприкосновения элементов электрических соединений называют электрическим контактом. Детали, посредством которых образуется электрический контакт, называют контактами.
Рубильники и переключатели являются ручными неавтоматическими аппаратами управления. Рубильники изготовляют одно-, двух- и трехполюсными. Рубильники и переключатели с центральной рукояткой (типов Р, П) служат только для отключения предварительно обесточенных цепей. Аппараты с боковой рукояткой, боковым и центральным рычажным приводами (РБ, РПЦ, РПБ, ППЦ) могут коммутировать электрические цепи под нагрузкой. Выпускаются также рубильники с боковой рукояткой и защитным кожухом.
Широко применяют совмещенный рубильник-предохранитель в закрытом стальном ящике с откидной крышкой (рис. 4, корпус блока условно снят). Достоинствами этой конструкции являются компактность и безопасность обслуживания; в отключенном состоянии предохранители 1 не находятся под напряжением и они могут быть сняты. Включить рукоятку 2 рубильника можно лишь при закрытой крышке, а открыть крышку — при отключенном рубильнике. Провода от сети подсоединяют только к верхним контактным стойкам 3 (губкам) рубильника.
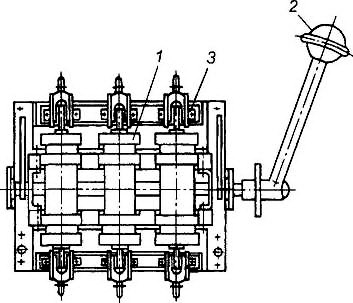
Рис. 4. Рубильник-предохранитель: 1 — предохранитель; 2 — рукоятка; 3 — контактная стойка
Пакетные выключатели (рис. 5) и переключатели применяют как коммутационные аппараты в цепях, переменного тока напряжением до 440 В, частотой 50 и 60 Гц и в цепях постоянного тока до
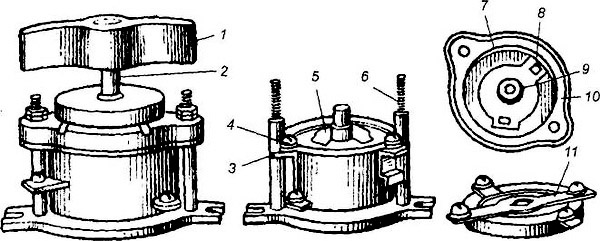
Рис. 5. Пакетный выключатель: 1 — рукоятка; 2 — валик; 3, 5 — неподвижные и подвижные контакты; 4 — кольцо-пакет; 6 — стяжная шпилька; 7 — крышка; 8 — упор; 9 — пружина; 10 — фиксирующий выступ; 11 — дугогасительная шайба 220 В. Их выпускают на один, два или три полюса в виде пакетов из изолирующего материала, внутри которого монтируют подвижные плоские скользящие контакты.
Кнопки управления (рис. 6) применяют для дистанционного управления электромагнитными пускателями и контакторами.
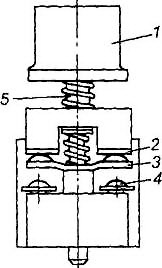
Рис. 6. Кнопочный элемент: 1 — головка; 2 — верхняя пара контактов; 3 — подвижный контакт; 4 — нижняя пара контактов; 5 — стержень.
Для автоматического включения, выключения или переключения электрических цепей в зависимости от промежуточного или конечного положений подвижных рабочих органов станка применяют путевые и конечные выключатели. Выключатель (рис. 7) имеет корпус 7 с крышкой 8, в котором на стойке 1 из диэлектрика укреплены неподвижные 2 и подвижные мостиковые 4 контакты. При воздействии подвижного органа станка на штифт 6 вместе с ним перемещается стержень 3 с контактами 4. В результате размыкается верхняя пара контактов и замыкается нижняя пара, происходит переключение контактов. Возврат контактов в исходное положение производится пружиной 5.
Воздушный выключатель (автомат) предназначен для автоматического размыкания электрических цепей при ненормальных режимах и для нечастых оперативных переключений при нормальных режимах работы. Он при определенных условиях может совмещать, наряду с функциями аппарата защиты, функции рубильника.
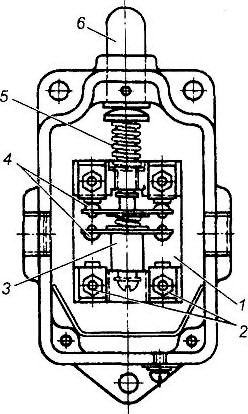
Рис. 7. Конечный выключатель: 1 — стойка; 2 — неподвижные контакты; 3 — стержень; 4 — подвижные контакты; 5 — пружина; 6 — штифт; 7 — корпус; 8 — крышка
В автоматах для гашения дуги используют воздух, поэтому автоматы называют воздушными (рис. 8). В автомате различают следующие основные элементы: контакты 7 с дугогасительной системой 2, привод 3, механизм свободного расцепления 4, расцепители 5, вспомогательные контакты 6. Контакты аппаратов, рассчитанные на длительные номинальные токи и воздействие дуги при отключении токов короткого замыкания, замыкают с помощью ручного или механического привода. Размыкание контактов происходит автоматически в случае изменения состояния цепи. Дугогасительная система предназначена для гашения дуги, возникающей при отключении цепи автоматом.
Устройство, с помощью которого размыкается цепь при отклонении электрических параметров за установленные пределы, называют расцепителем. Чаще всего они представляют собой электромагнитные термобиметаллические механизмы, а также электронные устройства (в автоматах А-3700). Механизм свободного расцепления обеспечивает отключение автомата даже тогда, когда рукоятку удерживают во включенном положении. Вспомогательные контакты служат для переключения в цепях управления, блокировки и сигнализации при изменении положения автомата.
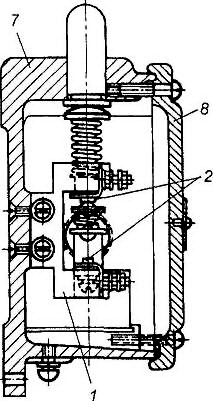
Рис. 8. Воздушный автомат: 1 — главные контакты; 2 — дугогасительная система; 3 — привод; 4 — механизм свободного расцепителя; 5 - расцепитель; б — вспомогательные контакты
Аппараты, предназначенные для дистанционного частого включения или отключения силовых цепей при нормальном режиме работы, называют контакторами. Конструкция трехполюсного контактора переменного тока показана на рис. 9. Электромагнитная система контактора переменного тока состоит из катушки 2, неподвижного сердечника 1 и якоря 3, укрепленного на валике 4. При включении катушки контактора в сеть переменного тока якорь 3 притягивается к сердечнику 1, при этом валик контактора, на котором укреплены подвижные силовые контакты, поворачивается, и главные контакты замыкаются.
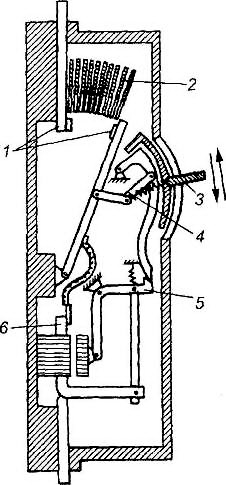
Рис. 9. Трехполюсный контактор переменного тока: 1 - сердечник; 2 — катушка; 3 — якорь; 4 — валик
Магнитные пускатели — устройства, состоящие, как правило, из трехполюсного контактора (Л), встроенных тепловых реле (1РТ, 2РТ) и вспомогательных контактов (Л). Электрическая схема пускателя показана на рис. 10.
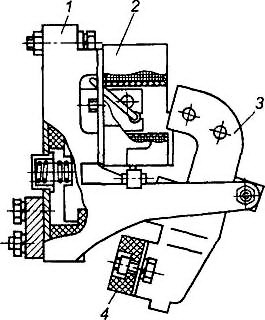
Рис. 10. Электрическая схема магнитного пускателя МП: Л — трехполюсный контактор; 1РТ, 2РТ — встроенные тепловые реле.
Тепловые реле служат для защиты электроприемников от перегрузок. Устройство однофазного теплового реле ТРП показано на рис. 11. При нагреве U-образного биметаллического элемента его свободный конец 3, перемещаясь, уменьшает наклон пружины 2, которая удерживает в равновесии контактное коромысло 1. Когда пружина наклонится в противоположную сторону, равновесие коромысла нарушится. Оно резко повернется по часовой стрелке и разомкнет контакты. Реле имеет устройство плавной регулировки тока срабатывания в пределах +25 % номинального тока. Промышленность выпускает однофазные реле ТРП и двухфазные реле ТРН. Оба типа реле широко используют комплектно с пускателями и контакторами.
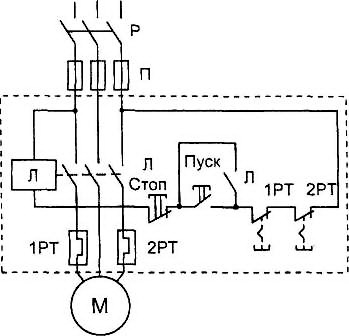
Рис. 11. Тепловое реле ТРП: 1 — контактное коромысло; 2 — контактная пружина; 3 — биметаллический элемент; 4 — кнопка возврата пружины; 5 — указатель регулятора уставок; 6 — нагреватель; 7 — зажим главной цепи; 8 — зажим цепи управления; 9 — механизм регулирования уставки; 10 — контакты.
Рассмотренные выше аппараты используют в электрооборудовании станка, а взаимодействие их определяется принципиальной электрической схемой. На рис. 12 представлена принципиальная схема электрооборудования токарного станка 16К20. Она обеспечивает управление четырьмя электродвигателями: главного привода Ml, быстрых перемещений М2, электронасоса МЗ и гидростанции М4 (при наличии гидросуппорта). Для пуска электродвигателей Ml и М4 нажимают кнопку S4, которая замыкает цепь катушки контактора К1, переводя его на самопитание.
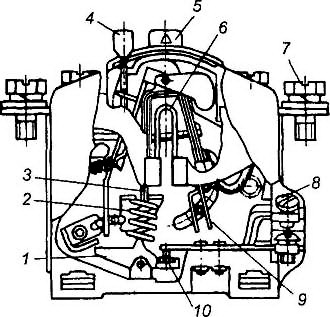
Рис. 12. Принципиальная электрическая схема токарного станка мод. 16К20
Остановка электродвигателя главного привода Ml осуществляют нажатием кнопки S3. Электродвигателем М2 управляют путем нажатия толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электродвигателя МЗ осуществляется переключателем S7. Электродвигатели МЗ и Ml сблокированы и включение Ml возможно только после замыкания контактов пускателя К1.
Холостой ход электродвигателя Ml в схеме ограничивает реле времени КЗ. При нейтральных положениях рукояток включения фрикционной муфты главного привода нормально закрытый контакт конечного выключателя S6 замыкается и включает реле времени КЗ, которое с установленной выдержкой времени отключает электродвигатель Ml.
В электросхеме предусмотрены блокировочные устройства. Если ошибочно пытаются открыть дверь электрошкафа работающего станка, то срабатывает путевой выключатель S1, который возбуждает катушку дистанционного расцепителя F1, в результате чего автоматический выключатель отключает электрооборудование станка от сети, одновременно индикатор напряжения (лампа) НЗ гаснет. Если при работе открывают кожух сменных колес — срабатывает микропереключатель S5, который отключает электродвигатель Ml.
При проведении пусконаладочных работ переключатель S2 устанавливают в положение 1, а при их окончании — в положение 2, иначе при закрывании двери электрошкафа отключится вводный автоматический выключатель.
В электросхеме предусмотрено подключение лампы Н2 для освещения рабочей зоны станка, которая включается выключателем S9. Двигатели от перегрузок защищены тепловыми реле F5, F6, F7. Электроаппаратуру управления станком помешают в электрошкаф. Соединительные провода между шкафом управления и электроаппаратами, расположенными в станке и вне него, размещают в металлических трубах или в металлорукавах. Соединения проводов выполняют с помощью разветвительных коробок. Электроэнергию к электрошкафу подводят от цеховых распределительных шинопроводов.
Общие сведения об исполнительных органах гидро- и пневмосистем станков
Исполнительные органы предназначены для преобразования энергии масла в гидросистеме (или сжатого воздуха в пневмосистеме) в механическую энергию, используемую для перемещения рабочих органов станка, и поэтому их принято называть гидродвигателями (или пневмоприводами). К ним относят гидроцилиндры роторные, пластинчатые гидродвигатели и др.
Для получения угловых периодических движений применяют пластинчатые поворотные гидродвигатели.
Гидроцилиндры — объемные гидродвигатели с возвратно-поступательным (прямолинейным) движением исполнительных органов станка. Их классифицируют: в зависимости от направления движения исполнительных органов станка на одностороннего и двустороннего действия; в зависимости от конструкции рабочего органа гидроцилиндры изготовляют с односторонним штоком, с двусторонним штоком, диафрагменные, плунжерные, сильфонные.
В гидроцилиндрах одностороннего действия движение исполнительных органов станка (выходного звена) возможно только в одном направлении. В гидроцилиндрах двустороннего действия движение исполнительных органов станка (выходного звена) возможно в двух противоположных направлениях.
Схема гидропривода показана на рис. 13.
Из бака 1 жидкость поступает в насос 2 и далее по трубопроводу 3 под давлением в гидрораспределитель 4, а из него по трубопроводу7 в гидродвигатель — лопастный цилиндр 8, который соединен с механизмом зажима заготовки. Направления вращения лопасти 9 цилиндра изменяют рукояткой 5 (или электромагнитом вместо нее) гидрораспределителя 4. Скорость поворота лопасти 9 до упора 10 регулируется клапаном 12 путем изменения давления жидкости в трубопроводе 7, которое определяют по манометру 6. Отработавшая жидкость и возможные утечки сливаются в бак 1 по трубопроводам 11, 13 и 14.
Рис. 13. Схема гидропривода: 1 — бак; 2 — насос; 3 — трубопровод; 4 — гидрораспределитель; 5 — рукоятка; 6 — манометр; 7 — трубопроводы к гидродвигателю; 8 — гидродвигатель; 9 — лопасть; 10 — упор; 11, 13, 14 — трубопроводы; 12 — клапан.
По аналогичной схеме работает пневмопривод с той лишь разницей, что воздух под давлением может подаваться также из централизованной пневмосети, а отработанный и утечки сбрасываются в атмосферу. Постоянное по скорости движение электродвигателя насоса 2 преобразуется в изменяемое по скорости и направлению движение гидро- или пневмодвигателя (см. рис. 13).
Гидронасос, фильтр, клапаны, гидрораспределители, исполнительные силовые агрегаты называют элементами гидросистемы. Неподвижные элементы соединяют металлическими бесшовными трубами, а подвижные — резинотканевыми и пластмассовыми трубами. Пневмоприводы по конструкции силовой части делят на поршневые (пневмоцилиндры) и диафрагменные (пневмокамеры). Поршневые цилиндры применяют, когда необходим большой ход штока. По принципу действия поршневые пневмоцилиндры не отличаются от поршневых гидроцилиндров.
Пневмокамеры применяют, когда шток при небольшом ходе должен передавать значительные усилия (например, зажимным устройствам). Пневмокамеру (рис. 14) крепят к корпусу устройства фланцем с болтами 6. Сжатый воздух при подаче попадает через отверстие в бесштоковую полость пневмокамеры, которая образуется с одной стороны крышкой 2, а с другой — эластичной диафрагмой 3, зажатой крышкой 2 по наружному диаметру D и по внутреннему диаметру d диском 4 со штоком 5. Воздух перемешает диафрагму 3 вправо вместе с диском 4 и штоком 5, который соединен с зажимным механизмом. При подаче сжатого воздуха в отверстие 7 диафрагма 3 вместе с присоединенными к ней деталями возвращается в исходное положение.
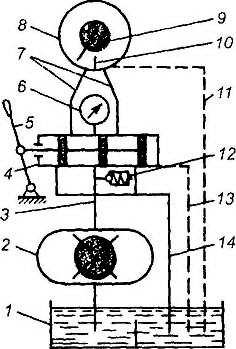
Рис. 14. Пневмокамера двустороннего действия: 1,7— отверстия для трубок, подающих воздух; 2 — крышка; 3 — диафрагма; 4 — диск; 5 — шток; 6 — болт
Технические характеристики и технико-экономические показатели технологического оборудования
Технические характеристики станков
Каждый станок является сложной технической системой, описывается большим числом характеристик, которые можно разбить на четыре группы; геометрические, точностные, скоростные и силовые.
К геометрическим характеристикам относятся: основной размер; размеры рабочего пространства (максимальные величины перемещений рабочих органов станка); основные присоединительные размеры; габаритные размеры станка. Под рабочим пространством подразумевают пространство, в котором размещается обрабатываемая деталь. Размеры рабочего пространства определяются величиной наибольших перемещений исполнительных органов. Присоединительными размерами станка являются размеры поверхностей, по которым осуществляется присоединение приспособлений или обрабатываемой детали к рабочему органу станка.
К точностным характеристикам относятся: точность перемещения или позиционирования рабочих органов станка; точность вращения шпинделя (радиальное и осевое биение переднего конца); точность взаимного расположения рабочих органов станка (неперпендикулярность направляющих суппорта и салазок и т. п.); точность взаимного расположения отдельных конструктивных элементов деталей (непараллельность направляющих станины или стойки и т. д.). Скоростные характеристики обеспечивают оптимальные режимы резания станка за счет оснащения его механизмами регулирова¬ния скорости резания и подачи.
Силовые характеристики станка определяются мощностью привода главного движения; привода подач, холостого хода и крутящим моментом.
Технико-экономические показатели станков
Для сравнительной оценки технического уровня станков и комплектов станочного оборудования, а так же выбора их при конкретном решении производственной задачи используют набор показателей, характеризующих качество, как отдельных станков, так и набора станочного оборудования.
К основным технико-экономическим показателям относят: эффективность; производительность; надежность и гибкость станков.
Эффективность станочного оборудования — комплексный (интегральный) показатель, который наиболее полно отражает главное назначение станочного оборудования — повышать производитель¬ность труда и, соответственно, снижать затраты труда при обработке деталей.
Производительность станка характеризуется несколькими показателями, по которым сравнивают различные типы станков: -производительность резания определяют объемом материала, снятого с заготовки в единицу времени. Этот показатель используют при оценке возможностей станков для предварительной размерной обработки или для сравнения различных технологических способов размерной обработки;
- производительность формообразования используют при сравнительной оценке разного по характеру оборудования;
- производительность станка в заданный отрезок времени определяется количеством произведенной продукции. Конструктивные и режимные параметры являются факторами, определяющими уровень теоретической (номинальной) производительности, а технологические и эксплуатационные параметры — факторами, определяющими уровень проектной и фактической производительности.
Надежность технологического оборудования характеризуется рядом показателей: вероятностью безотказной работы, интенсивностью отказов, параметром потока отказов и др. Указанные параметры по своей физической природе носят случайный характер, поэтому для количественной их оценки широко используют математический аппарат теории вероятностей и статистики.
Надежность станка — свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течение определенного срока службы и в условиях применения, технического обслуживания, ремонтов, хранения и транспортирования. Нарушение работоспособности станка называют отказом. При отказе продукция либо не выдается, либо является бракованной. Гибкость станка — способность к быстрому переналаживанию. Она характеризуется универсальностью и переналаживаемостью. Универсальность оценивают числом разных деталей, подлежащих обработке на данном станке, или отношением количества деталей данного вида выпущенных на станке за год к номенклатуре деталей. Переналаживаемость станка характеризуется затратами времени и средствами на его переналадку при переходе на обработку новой партии деталей.









