")


















")


















Модель::
Тип станка:
Тех. состояние::
Страна:
- Китай
Вид оборудования:
- Главный модуль со станциями пробивки, резки и маркировки
- Крестовой (поперечный) конвейер из 4 частей по 4 метра
- Входной конвейер 12 метров
- Выходной конвейер 12 метров
- Каретка с ЧПУ для подачи
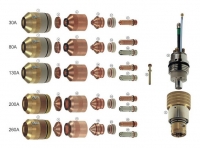
- 6 пуансонов (по три на каждую полку)
- 1 набор для резки (1 лезвие)
- Набор оборудования для маркировки (4 контейнера с символами (сменные), закрепленные на матрицах)
- Фиксатор материала и поддерживающая система
- Пульт управления Мицубиши на русском языке. Электрический шкаф
- ПО для импорта САПР (файлы dxf, dstv ) на русском языке
- Гидравлическая станция
- Опоры станка, приспособления для выравнивания фундамента
- Документы: Инструкция, Руководство по управлению, чертежи главных частей.
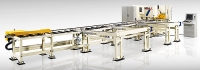
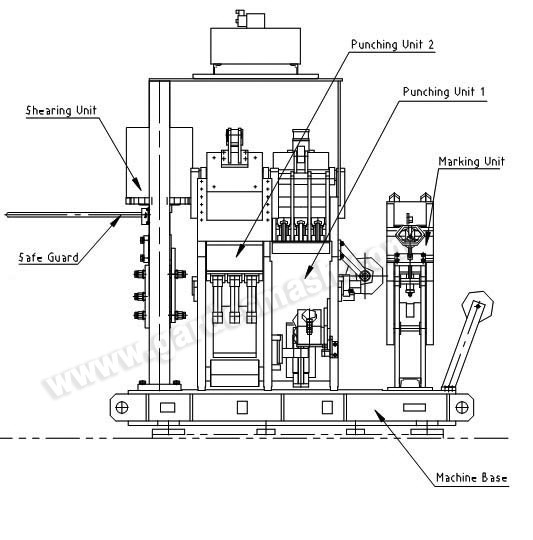
Центры обработки уголка VELMARD с ЧПУ модель 200 – широко используемые производительные станки для обработки уголков от заготовки до готовой детали за один раз. Они разработаны для изготовления легких и средних решетчатых опор ЛЭП. Станки модели с ЧПУ модель 160 закрывают четыре операции обработки уголкового профиля: маркировка, пробивка резка. Станок состоит из 6 основных частей: система поперечных конвейеров с замкнутым V-образным подъемным устройством (для загрузки уголкового профиля), подающий конвейер с кареткой, станция маркировки, станция пробивки, станция резки, выводной конвейер с устройством сброса деталей под углом 45º.

Автоматические линии VELMARD модель 200 с ЧПУ могут пробивать не только круглые отверстия в стальных уголках, но и овальные, которые обычно используются для изготовления телекоммуникационных вышек.
Преимущества станка
- Изготовление деталей за один производственный цикл, сокращается время необходимое на переналадку оборудования и использование ручного труда
- Точность в позиционировании пробиваемых отверстий и реза
- Мощная система гидравлики гарантирует качество пробивки и резки
- Простая в управлении и доступная для оператора и обслуживающего персонала операционная система станка
- Быстрая окупаемость станка
Характеристики станков
|
Модель |
200 |
||
|
Рабочий диапазон |
|||
|
Минимальный уголок |
50 x 50 x 4 mm |
||
|
Максимальный уголок |
200 x 200 x 20 mm |
||
|
Максимальная длина уголка |
14 000 mm |
||
|
Станция пробивки |
|||
|
Мощность |
950 kN |
||
|
Диаметр пробивки/ толщина |
круг: Φ25.5 / 20 mm овал: 30 x 22 / 20 mm |
||
|
Пробивок на полку уголка |
3 |
||
|
Расстояние от обушка |
15 ~ 170 mm |
||
|
Станция резки |
|||
|
Мощность |
1540 kN |
||
|
Резка |
Сложный рез |
||
|
Время цикла резки |
3.7 seconds |
||
|
Мах толщина уголка |
20 mm |
||
|
Станция маркировки |
|||
|
Мощность |
540 kN |
||
|
Размер маркировочных знаков |
14 x 10 x 1mm |
||
|
К-во маркировочных матриц: |
4 |
||
|
К-во маркировочных знаков в матрице: |
10 |
||
|
Системное обеспечение |
|||
|
Тип |
ПК+ Mitsubishi PLC+оборудование |
||
|
Совместимые программы |
CAD-DXF, DSTV |
||
|
Программирование вручную |
есть |
||
|
Система подачи и вывода материала |
|||
|
Поперечный конвейер |
4 части по 4 м каждая |
||
|
Подающий конвейер |
Подача каретки 40 м/мин |
||
|
Выводной конвейер |
Сброс детали на выходе 45° |
||
|
Мощность двигателя каретки |
3кВ |
||
|
Общие сведения о станке |
|||
|
Размеры (Д Ш В) |
32000 x 7000 x 2600mm |
||
|
Общий вес |
16,500 kg |
||
|
Общая мощность |
39 kW |
||
- Описание линии для обработки уголков
Система подачи:
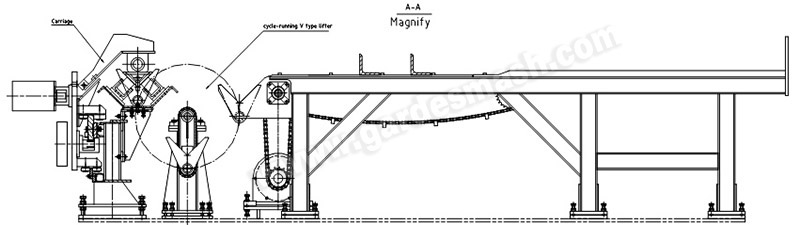
Система загрузки уголкового профиля состоит из 4-х поперечных конвейеров, которые используются также как и накопители. Циклично движущиеся V-образные устройства поперечных конвейеров предназначены для загрузки уголка на подающий конвейер


Каретка подачи, управляемая серводвигателем 5кВ, максимальную скорость подачи до 40 м/мин. Каретка с регулируемым пинцетным зажимом для уголка длиной 12/14 м, с ЧПУ по оси Х.

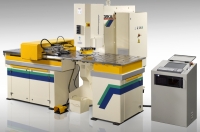
Корпус станка
Рама станка - тяжелый жесткий стальной каркас с установленными на нем станциями для пробивки, маркировки и резки.
Такая конструкция обеспечивает стабильную работу всех рабочих станций.
Устройство для маркировки: четыре сменных матриц для маркировочных символов
Выбор матриц - согласно программе ЧПУ.
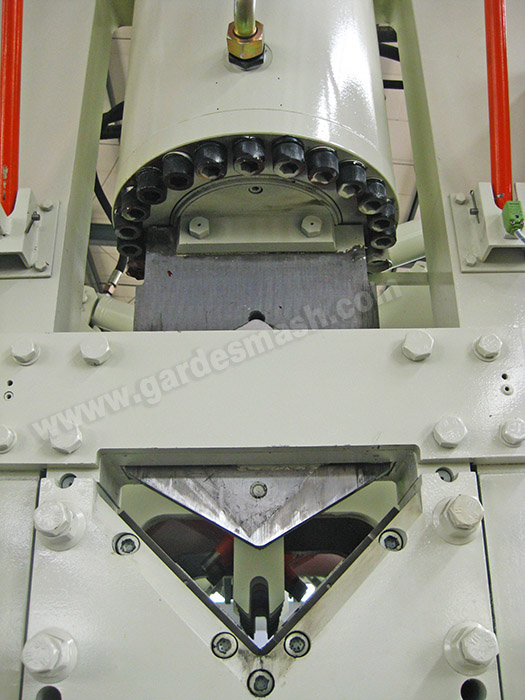
Станция пробивки: состоит из двух станций, по одной на каждой оси Y и Z, расположенных друг напротив друга и смонтированных на раме станка. Для компактности, гидравлические цилиндры располагаются сверху станций пробивки.

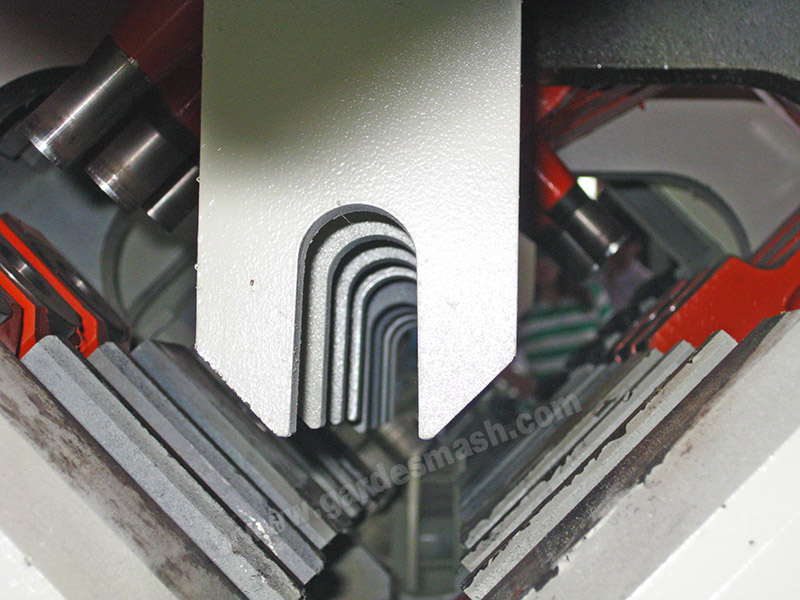
Станция резки: верхний, подвижный нож закреплен внизу гидравлического цилиндра, два неподвижных ножа крепятся к корпусу станка. Специальное ограждение безопасности U-образного типа в зоне станции резки, предназначено, чтобы оператор не попал в рабочую зону, в процессе работы станка.
Станция маркировки
Разработана для выдавливания маркировочных символов на полке уголка. Маркировочный блок состоит из четырех маркировочных матриц, расположенных в ряд с низу в верх. Позиционирование маркировки производится вручную, путем опускания или поднятия станции по салазкам, с помощью регулировочного колеса. Глубина выдавливания маркировочных символов в полке уголка - 1мм, поэтому символы хорошо видно после покраски или оцинкования.

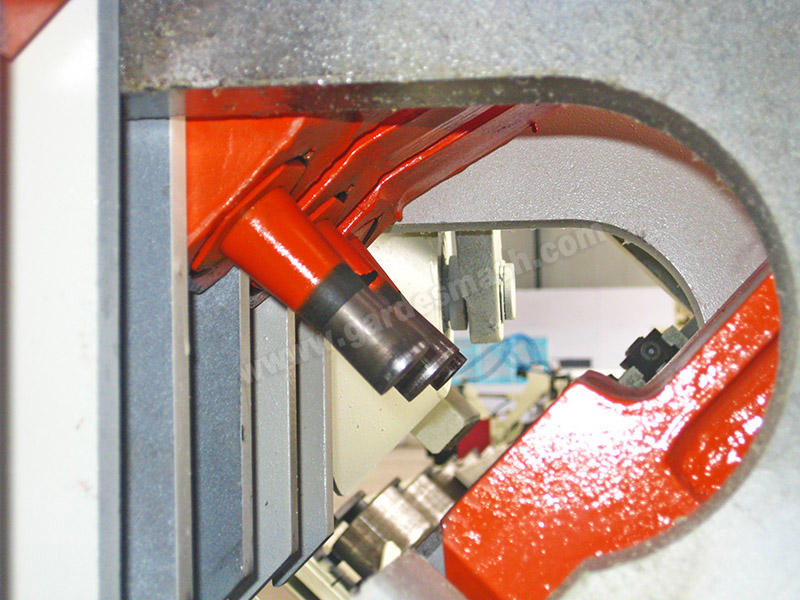
Каждая станция пробивки оснащена головкой с 3 пуансонами и матрицами (замена пуансонов и матриц производиться оператором вручную) на каждую полку уголка, что обеспечивает возможность пробивки отверстий разных диаметров. Широкий диапазон рабочей зоны по осям Y и Z обеспечивает пробивку практически по всей ширине полки (от обушка до края полки). Выбор пуансона производится с помощью пневматических цилиндров, установленных под каждым пуансоном, над пуансонами имеется ручка для смены пуансонов и матриц.
VELMARD модель 160 с ЧПУ; (VELMARD модель 200 с ЧПУ) – с тремя пуансонами на каждую полку уголка, усилием пробивки до 950 кН

Мощная станция резки разработана для резки уголка в указанном диапазоне и обеспечивает качественный и аккуратный рез без деформации уголка.
Система прижимов станка обеспечивает жесткую фиксацию материала в процессе маркировки, пробивки и резки, для предотвращения возможной деформаций и смещения.
Гидравлическая группа
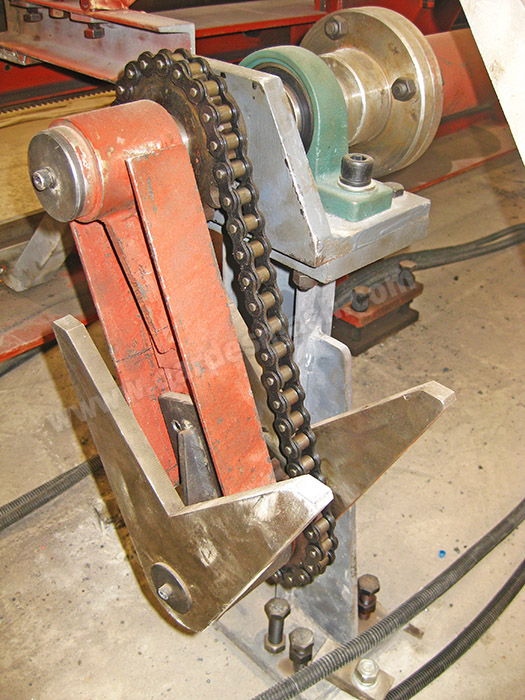
Гидравлическая станция находится отдельно от станка и создает избыточное давление для рабочих станций и вспомогательных цепей, таких как циклический V-образный подъемник, и системы выводных рольгангов с углом сброса под 45 градусов.


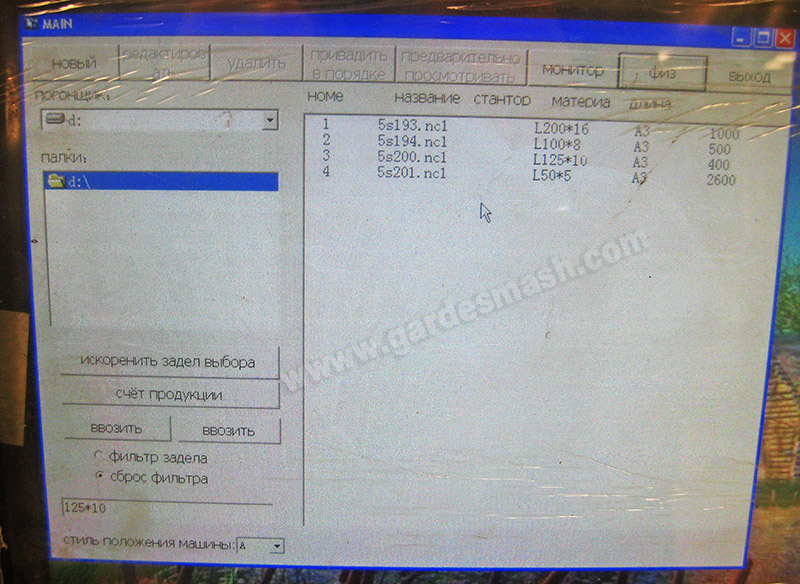
Системное обеспечение на Русском языке
Системное обеспечение – на базе ПК и системой управления модулями. Панель управления, система управления PLC, модули и сервоприводы, разработаны компанией MITSUBISHI.
- Диалоговое программирование
- Импорт чертежей из «Автокада» и «Теклы»
![]()
![]()
- Графическое изображение детали на экране
- Программирование в абсолютных и относительных координатах
- Обмен информацией через флоппи-диски, компакт-диски, USB, кабель RS-232, местную сеть, модем.
- Память для хранения подпрограмм: 120 GB
- Клавиатура для промышленного ПК, видеодисплей 15 дюймов, оптическая мышь


Рабочий процесс
Уголковый профиль загружается на поперечные - загрузочные рольганги краном, подъемным устройством или системой транспортировки. Загрузки уголка на подающий конвейер.
Каретка автоматически подстраивается под высоту полки уголка, а затем жестко фиксирует конец уголка с помощью зажимного устройства пинцета. Каретка подает уголок в рабочую зону
Прижимное колесо в центре станка выравнивает уголок, направляя его в рабочую зону и предупреждая удары уголка о корпус станка. Система прижимов надежно фиксирует уголок в процессе маркировки, пробивки, резки. Готовая деталь подается на выводной рольганг, после чего производится сброс детали.
Каретка отходит из рабочей зоны, после чего происходит поднятие пинцета и каретка возвращаются в исходное положение для выполнения следующего производственного цикла.
Производительность
Производительность станка зависит от размера и толщины уголка, количества и диаметра отверстий.
- Комплектация
|
No. |
Наименование |
спецификация |
Кол-во set – «комплект» pieces –«штук» |
страна |
производитель |
|
1 |
Сервопривод постоянного тока |
4.4kW |
1 Set |
Japan |
YASKAWA |
|
2 |
Сервопривод постоянного тока |
0.9KW |
2 Sets |
Japan |
YASKAWA |
|
3 |
Модуль |
A1SD70 |
1 Set |
Japan |
Mitsubishi |
|
4 |
Модуль |
A1SD75P2-S3 |
1 Set |
Japan |
Mitsubishi |
|
5 |
Контроллер |
A1SCPUC24-R2 |
1 Set |
Japan |
Mitsubishi |
|
6 |
Фотоэлемент |
VTE18-4N4212 |
3 Pieces |
Germany |
SICK |
|
7 |
Контактор |
LC1-D0610 |
3 Pieces |
France |
Schneider |
|
8 |
Пневморегулятор |
GV2-M14 |
1 Piece |
France |
Schneider |
|
9 |
Электромагнитный предохранительный клапан |
AGAM-20/10/210 |
1 Piece |
Taiwan |
Janus |
|
10 |
Электромагнитный предохранительный клапан |
AGAM-20/10/350 |
1 Piece |
Taiwan |
Janus |
|
11 |
Разгрузочный клапан |
AGIU-20/100 |
2 Pieces |
Taiwan |
Janus |
|
12 |
Электроклапан гидравлики |
DPHI3713/E |
2 Pieces |
Taiwan |
Janus |
|
13 |
Электромагнитный клапан |
DHI-0631/2 |
3 Pieces |
Taiwan |
Janus |
|
15 |
Вспомогательный клапан |
HR-013 |
1 Piece |
Taiwan |
Janus |
|
16 |
Пневмоклапан |
V60A513A/SY5120-5GD-01 |
6 Pieces |
Japan |
SMC |
|
17 |
Пластина пневмоклапана |
V60-03/SS5Y5-20-03 |
2 Pieces |
Japan |
SMC |
|
18 |
Пневмоклапан |
4V410-15 |
3 Pieces |
Taiwan |
AirTAC |
|
19 |
Цилиндр гидравлический |
CP95SDB40-215-Z73L |
6 Pieces |
Japan |
SMC |
|
20 |
Устройства для фильтрации и регулировки уровня смазки |
G3/8 or AC20A-02 |
1 Piece |
Japan |
SMC |
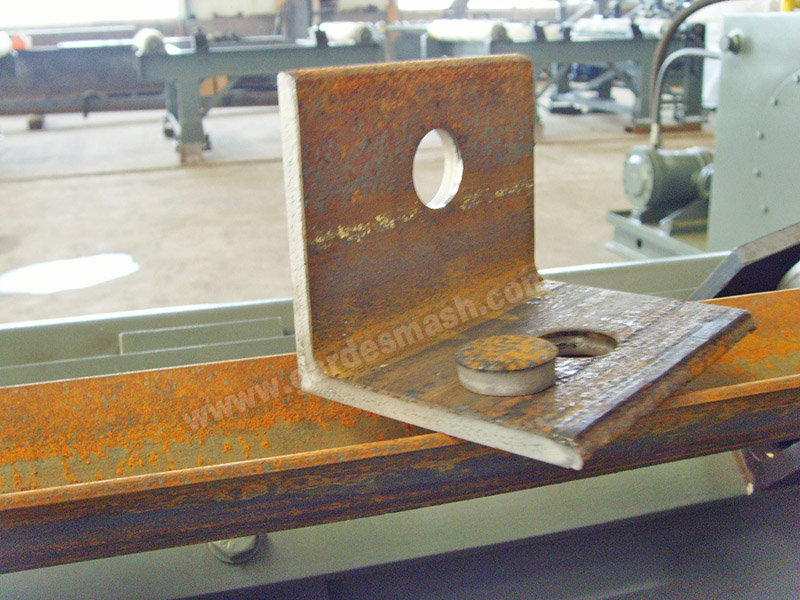
Готовая деталь

Круглое и овальное отверстия