






















Модель::
Тип станка:
Тех. состояние::
Страна:
- Европа
Вид оборудования:
Стандартные аксессуары, включенные в стоимость токарного станка с цифровым вводом данных:
-
трехкулачковый патрон, сталь, для шпиндельной бабки DIN 55027/5 со спиралевидным кольцом d=160 мм (до 4600 об/мин). В набор входят:
1 комплект направленных наружу ступенчатых колодок (BB)
1 комплект направленных внутрь ступенчатых колодок (DB)
1 безопасный (закрытый) патрон удлиненный; - анкерные болты и гайки с буртиком;
- ЧПУ FANUC Quick Turn на основе руководства Power Manual 0i Mate-TB;
- сменный стальной держатель размера B с промежуточными пластинами;
- устройство охлаждения в комплекте;
- трубчатая лампа, предусмотренная в рабочем пространстве;
- 2 боковых центра МК3;
- 1 втулка-редуктор МЕ 50/МК 3 для главного шпинделя;
- 1 набор инструментов для обслуживания;
- 2 руководства по эксплуатации с комплектом документации;
- Амортизирующая плита - 10 шт.
| Технические данные токарного станка | 300CS | |
| Рабочая часть | ||
| ТДиаметр обработки над станиной | мм | 300 |
| Диаметр обработки над кареткой | мм | 160 |
| Ширина между конусными наконечниками по DIN 806-MK3 | мм | 650 |
| Длина вращения | мм | 650 |
| Вращающийся шпиндель | ||
| Головка шпинделя, по DIN 55027 (стандарт) | Размер 5 | |
| Диаметр шпинделя в переднем подшипнике | мм | 70 |
| Отверстие шпинделя | мм | 43 |
| Внутренний конус по DIN 228 (укороченный) | МЕ 50 | |
| Центрирующий наконечник по DIN 806 | MK3 | |
| Диаметр зажимного патрона | мм | 160 |
| Макс. диаметр зажимного диска | мм | 250 |
| Проход зажимного механизма (тяговой системы) | мм | 26 |
| Проход зажимного механизма (системы под давлением) | мм | 42 |
| Инструментальная каретка | ||
| Ход каретки по ложу (по оси Z) | мм | 650 |
| Плоскостной ход каретки (по оси Х) | мм | 170 |
| Скорость подачи до | мм/мин | 5000 |
| Макс. скорость маневровой подачи по оси X/Y | м/мин | 6 |
| Задняя бабка станка со штурвалом | ||
| Ход пиноли | мм | 110 |
| Диаметр пиноли | мм | 50 |
| Конус по DIN228 | МК3 | |
| Деление пиноли на лимбы | мм | 1 |
| Регулировка наклона шпинделя | мм | 4 |
| Привод шпинделя | ||
| Бесступенчатый набор числа оборотов до | Об/мин | 4500 |
| Мощность мотора | ||
| Непрерывная работа S1 | кВт | 5,5 |
| Прерывная работа S3-25% | кВт | 7,5 |
| Вращающий момент шпинделя на мощности S1 | Nm | 58 |
| Вращающий момент шпинделя на мощности S3 | Nm | 80 |
| Сила хода по обеим осям | N | 5000 |
| Макс. вес детали с устройством натяжения | кг | 100 |
| Инструментальная система | Размер B | |
| Габариты и вес | ||
| Длина | мм | 1700 |
| Ширина | мм | 1270 |
| Высота | мм | 1580 |
| Снаряженный вес | кг | Приблизительно 1000 |
| Подключенная мощность | кВт | 11 |
| Стандартное лакокрасочное покрытие | Гладкий лак: RAL 7035 светло-серый голубой / RAL7046 серый 2 | |
Дополнительная информация:
Паспорт токарного станка: испытание и проверка станка на геометрическую точность
Паспорт станка является руководством в процессе ремонта и эксплуатации станка, при выборе типа станка для разработки технологического процесса, при назначении режимов обработки, при проектировании оснастки и т. д. Паспорт токарного станка является документом, в котором содержатся основные технические данные и характеристика станка: наибольшие размеры обрабатываемых заготовок; частота вращения шпинделя; подача; наибольшее усилие, допускаемое механизмом подач; мощность электродвигателя главного привода; габаритные размеры и масса станка. В паспорте приводятся основные параметры суппортов, шпинделя, резцовой головки, задней бабки и других сборочных единиц (узлов) станка. Могут быть приведены сведения по механике главного привода и подач: частота прямого и обратного вращения шпинделя или планшайбы! наибольший допустимый крутящий момент, соответствующий частоте вращения шпинделя или... Читать дальше
Дополнительная информация:
Паспорт токарного станка: испытание и проверка станка на геометрическую точность
Паспорт станка является руководством в процессе ремонта и эксплуатации станка, при выборе типа станка для разработки технологического процесса, при назначении режимов обработки, при проектировании оснастки и т. д. Паспорт токарного станка является документом, в котором содержатся основные технические данные и характеристика станка: наибольшие размеры обрабатываемых заготовок; частота вращения шпинделя; подача; наибольшее усилие, допускаемое механизмом подач; мощность электродвигателя главного привода; габаритные размеры и масса станка. В паспорте приводятся основные параметры суппортов, шпинделя, резцовой головки, задней бабки и других сборочных единиц (узлов) станка. Могут быть приведены сведения по механике главного привода и подач: частота прямого и обратного вращения шпинделя или планшайбы! наибольший допустимый крутящий момент, соответствующий частоте вращения шпинделя или планшайбы; ступени рабочих подач суппортов и скорости установочных перемещений; эскизы важнейших деталей станка с указанием рабочего пространства и крайних положений перемещения сборочных единиц (узлов) и т. п.
В паспорте описывается комплект приспособлений и принадлежностей, поставляемых заказчику со станком: сменные и запасные зубчатые колеса; инструмент для обслуживания станка; ремни для главного привода и других сборочных единиц; патроны; оправки; люнеты; центры упорные и вращающиеся; шкивы; вспомогательный инструмент и др. В паспорте приводятся результаты испытания токарного станка на соответствие нормам точности и жесткости, которые показывают допускаемые и фактические значения точности перемещения сборочных единиц (узлов) станка, а также точности обработки и качества обработанной поверхности изделия - образца.
Одним из необходимых условий для обеспечения требуемой точности и долговечности работы станка является его правильная установка и крепление на фундаменте. Тип фундамента зависит от нагрузки, передаваемой основанию станка, массы станка и сил инерции, действующих во время работы станка. Фундаменты под металлорежущие станки бывают двух типов: первый - фундаменты, которые являются только основанием для станка, второй - фундаменты, которые жестко связаны со станком и придают станку дополнительную устойчивость и жесткость.
Токарные станки устанавливают, как правило, на фундаментах второго типа согласно установочному чертежу, который дается в руководстве по эксплуатации станка. В чертеже указываются необходимые размеры для изготовления фундамента, а также расположение станка в помещении с учетом свободного пространства для выступающих и движущихся частей станка. При установке станка на бетонное основание размечают гнезда по размерам, соответствующим отверстиям крепления станины станка, а затем гнезда вырубают. После установки и выверки станка по уровню фундаментные болты заливают цементным раствором. Установку станка в горизонтальной плоскости выверяют с помощью уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров. В любом положении каретки суппорта на направляющих станка отклонение уровня не должно превышать 0,04 мм на 1000 мм. Если фундаментные болты предварительно залиты в фундаменте, то выверку производят, когда они не затянуты. После установки и выверки производят внешний осмотр станка и испытывают его на холостом ходу, под нагрузкой, на точность и жесткость.
Испытание станка на холостом ходу. Привод главного движения последовательно проверяют на всех ступенях частоты вращения. Затем проверяют взаимодействие всех механизмов станка; безотказность и своевременность, включения и выключения механизмов от различных управляющих устройств; работу органов управления; исправность системы подачи СОЖ и гидро- и пневмооборудования станка. В процессе испытания на холостом ходу станок должен на всех режимах работать устойчиво, без стуков и сотрясений, вызывающих вибрации. Перемещение рабочих органов станка механическим или гидравлическим приводом должно происходить плавно, без скачков и заеданий. При испытании станка на холостом ходу проверяются также его паспортные данные (частота вращения шпинделя, подача, перемещения кареток суппорта и др.). Фактические данные должны соответствовать значениям, указанным в паспорте.
Испытание станка под нагрузкой позволяет выявить качество его работы и проводится в условиях, близких к производственным. Испытание производят путем обработки образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания. В процессе испытания допускается кратковременная перегрузка станка по мощности, но не более чем на 25%. Время испытания станка под полной нагрузкой должно быть не менее 0,5 ч. При этом все механизмы и рабочие органы станка должны работать исправно; система подачи СОЖ должна работать безотказно; температура подшипников скольжения и качения не должна превышать 70-80 градусов С, механизмов подач 50 градусов С, масла в резервуаре 60 С.
Новые станки в процессе эксплуатации, а также после ремонта проверяют на геометрическую точность в ненагруженном состоянии, на точность обработанных деталей и на получаемую при этом шероховатость обработанной поверхности. Требования к точности изложены в руководстве по эксплуатации станка. При проверке на точность станка проверяют прямолинейность продольного перемещения суппорта в горизонтальной плоскости; одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости; радиальное биение центрирующей поверхности шпинделя передней бабки под установку патрона; осевое биение шпинделя передней бабки и др.
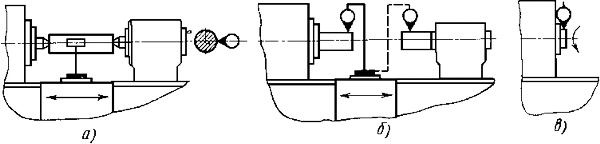
Прямолинейность продольного перемещения суппорта в горизонтальной плоскости проверяют с помощью цилиндрической оправки, закрепленной в центрах передней и задней бабки, и индикатора, установленного на суппорте, рисунок ниже - а). Смещением задней бабки в поперечном направлении добиваются, чтобы показания индикатора на концах оправки были одинаковы или отличались не более чем на 0,02 мм на 1 м хода суппорта.
Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости проверяют при удалении задней бабки от передней на 1/4 наибольшего расстояния между центрами, рисунок выше - б). Проверку выполняют с помощью цилиндрических оправок, вставленных в отверстия шпинделя и пиноли задней бабки, и индикатора, установленного на суппорте. Наибольшее показание индикатора на образующей оправки шпинделя определяют возвратно-поступательным поперечным перемещением суппорта в горизонтальной плоскости относительно линии центров. Не изменяя положения индикатора, таким же способом определяют его показания на образующей оправки задней бабки. Разница в показаниях индикатоpa не должна превышать 0,06 мм у станков для обработки деталей с наибольшим диаметром 400 мм. Допускается только превышение оси отверстия пиноли над осью шпинделя передней бабки.
Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон проверяют с помощью индикатора, рисунок выше - в). При этом измерительный стержень индикатора устанавливают перпендикулярно образующей центрирующей шейки шпинделя. Радиальное биение шейки вращающегося шпинделя для патрона с наибольшим диаметром обрабатываемой детали 400 мм не должно превышать 0,01 мм.
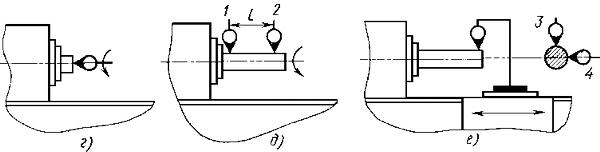
Осевое биение шпинделя передней бабки измеряют с помощью оправки, вставленной в отверстие шпинделя, и индикатора, установленного на станке при вращающемся шпинделе, рисунок ниже - г). Измерительный стержень индикатора с плоским наконечником упирается в шарик, который установлен в центровое отверстие оправки. Осевое биение шпинделя для установки деталей с наибольшим диаметром 400 мм не должно превышать 0,01 мм.
Радиальное биение конического отверстия шпинделя передней бабки проверяют с помощью оправки длиной L=300 мм, вставленной в отверстие шпинделя, и индикатором, установленным в резцедержатель станка при вращающемся шпинделе, рисунок выше - д). Для станков с наибольшим диаметром обрабатываемой детали 400 мм радиальное биение оправки у торца шпинделя (положение 1) не должно превышать 0,01 мм, а на расстоянии L=300 мм от торца шпинделя (положение 2) - 0,02 мм.
Параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта проверяют с помощью оправки длиной L=300 мм, установленной в отверстие шпинделя, и индикатором, установленным на суппорте станка, рисунок выше - е). Измерение производят по образующей оправки в вертикальной (положение 3) и горизонтальной (положение 4) плоскостях. При этом снимают показания индикатора по двум диаметрально расположенным образующим оправки (при повороте шпинделя на 180 градусов), перемещая суппорт с индикатором от торца шпинделя на расстояние L=300 мм. Затем определяют среднеарифметическое значение отклонений, измеренных по двум образующим (отдельно для горизонтальной и для вертикальной плоскостей). Для станков с наибольшим диаметром обрабатываемой детали 400 мм допускаемая непараллельность оси шпинделя направлению продольного перемещения суппорта в вертикальной плоскости не должна превышать 0,03 мм (причем непараллельность должна быть направлена только вверх), а в горизонтальной плоскости - 0,012 мм (непараллельность должна быть направлена только в сторону суппорта).
Точность работы токарных станков проверяют при обработке образцов. На станках с наибольшим диаметром обрабатываемой детали 400 мм точность геометрической формы цилиндрической поверхности проверяют при обработке образцов длиной 200 мм. Предварительно обработанный образец с тремя поясками, расположенными по концам и в середине образца, устанавливают в патрон или в центры станка. и обрабатывают по наружной поверхности поясков. Проверяют постоянство диаметра в любом поперечном сечении, при этом разность между измеренными максимальным и минимальным значениями не должна превышать 0,02 мм. Измерение производят пассиметром, микрометром или другими инструментами.
Плоскостность торцовой поверхности проверяют при обработке образцов диаметром d=200 мм, установленных в кулачки патрона. Торцовая поверхность образца может иметь кольцевые канавки (у периферии, в середине и в центре) и должна быть предварительно обработана. После проточки торцовой поверхности образец не снимают со станка. Результаты обработки могут быть проверены индикатором, установленным на суппорте так, чтобы наконечник индикатора был перпендикулярен измеряемой поверхности. Измерение производят путем перемещения в поперечном направлении верхней части суппорта на длину, равную или больше D. Отклонение, определяемое как половина наибольшей алгебраической разности показаний индикатора, не должно превышать 0,016 мм. Плоскостность торцовой поверхности можно также проверить, касаясь наконечником индикатора контрольной линейки, приложенной к обработанному торцу образца. Линейку прикладывают в разных осевых сечениях проверяемой поверхности и определяют отклонение так же, как описано выше.
Точность нарезаемой резьбы проверяют на образце (диаметр которого примерно равен диаметру ходового винта станка), закрепленном в центры станка, при нарезании трапецеидальной резьбы длиной не более 500 мм с шагом, примерно равным шагу ходового винта станка. При этом ходовой винт непосредственно соединяют со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки. По результатам измерений определяют накопленную погрешность шага резьбы - разность между фактическим и заданным расстоянием между любыми одноименными (не соседними) профилями витка резьбы в осевом сечении по линии, параллельной оси винта. Величина накопленной погрешности шага резьбы не должна превышать 0,04 мм на длине 300 мм.









