Модель::
Тип станка:
Тех. состояние::
Страна:
- Европа
Вид оборудования:
Универсальный токарно винторезный станок повышенной точности изготовления, согласно стандарта DIN 8605
Технические характеристики универсального токарно-винторезного станка без ЧПУ |
|
|
|
Рабочий диапазон |
|
|
|
Высота центров |
мм |
125 |
|
Наибольший диаметр обрабатываемой детали над станиной |
мм |
260 |
|
Наибольший диаметр обрабатываемой детали над поперечной кареткой |
мм |
140 |
|
Межцентровое расстояние согласно DIN 806 |
мм |
500 |
|
Ширина станины |
мм |
150 |
|
Шпиндель |
|
|
|
Шпиндельная головка DIN 55027 |
|
размер 4 |
|
Передний подшипник |
мм |
60 |
|
Отверстие шпинделя |
мм |
38 |
|
Внутренний конус по DIN 228 (укороченный) |
|
МТ 5 |
|
Упорный центра DIN 806 - 60° |
|
МТ 3 |
|
Диаметр зажимного патрона норм./макс. |
мм |
125/140 |
|
Диаметр планшайбы и зажимной шайбы макс. |
мм |
200 |
|
Отверстие цанги (система натяжных и нажимных цанг) |
мм |
26 |
|
Отверстие шпинделя |
мм |
36 |
|
Инструментальная каретка |
|
|
|
Ход поперечной каретки |
мм |
120 |
|
Ход верхней каретки |
мм |
82 |
|
Диапазон поворота верхней каретки в градусах |
|
80º/-60º |
|
Сечение резца |
мм |
12 х 12 |
|
Задняя бабка с маховиком |
|
|
|
Ход пиноли |
мм |
80 |
|
Диаметр пиноли |
мм |
45 |
|
Посадочный конус согласно DIN 228 |
|
МТ 3 |
|
Привод шпинделя (бесступенчатый привод АС) |
|
|
|
Ступени передач |
|
1 |
|
Ряд W количества оборотов (бесступенчатый) |
об/мин |
60 - 3000 |
|
Мощность привода (мах) S1/S6-40% |
кВт |
4,6/6,8 |
|
Диапазон подач |
|
|
|
Продольная подача |
мм/об |
0,015 – 0,7 |
|
Поперечная подача |
мм/об |
0,0075 – 0,35 |
|
Шаг метрический резьбы |
мм |
0,2 – 12 |
|
Шаг резьбы Withworth |
Gg,/Z. |
80 – 2 |
|
Шаг модульной резьбы |
модуль |
0,1 – 3,5 |
|
Шаг резьбы Diametral Pitch |
DP |
200 - 8 |
|
Габариты и вес |
|
|
|
Длина х ширина х высота |
мм |
1300х1200х1400 |
|
Вес |
кг |
700 |
|
Стандартная лакировка |
|
|
|
Полировочный лак: RAL 5009 лазурный / RAL 7035 светло-коричневый |
|
|
Базовая комплектация
► 3-кулачковый патрон со спиральным кольцом Ø 125 мм (до 5500 об /мин), включая:
1 набор кулачков со ступенями наружу
1 набор кулачков со ступенями внутрь
1 безопасный зажимной ключ, распорные болты и гайки с буртиком
► Быстросменный резцедержатель, размер A с насадкой AD 1690
► 2 упорных центра DIN 806 - 60°/MТ 3
► 1 переходная коническая втулка главного шпинделя MТ 5/MТ 3
► 1 предохранительный поводковый патрон 125 мм Æ
► комплект сменных шестерен (6 шт.), по одной шестерне: Z = 20 - 30 - 40 - 60 - 90 -120
► 1 предохранительное кольцо для конца главного шпинделя DIN 55027/4 (вставить при работе
с цанговым зажимом)
► 1 упор станины, регулируемый слева
► 1 комплект гаечных ключей
► Руководство по эксплуатации с полным комплектом документации на русском языке.
► Башмаки машинные с регулирующими по высоте винтами или амортизирующая плита – 4 шт.
► Освещение галогенное.
► Система охлаждения.
Станок может быть укомплектован устройством цифровой индикации (опция).
Дополнительная комплектация согласно прайс-листу специальных принадлежностей.
Устройство станка
Передняя бабка
- Прецизионное расположение главного шпинделя.
- Подшипник с цилиндрическими роликами и регулируемым зазором, максимально возможная жесткость, а также с предварительно напряженной парой радиально-упорных подшипников для произвольного зазора.
- Практически не нуждается в техобслуживании благодаря непрерывному смазыванию.
- Привод
- Бесступенчатая регулировка
- Размещаемый под станиной электродвигатель трехфазного тока с принудительной вентиляцией.
- Ременная передача и электромагнитный тормоз для немедленной остановки главного шпинделя при аварийной ситуации.
- цифровая индикация частоты вращения
- плавная регулировка частоты вращения и рабочего торможения с помощью частотного преобразователя.
Привод подачи – стопорный блок
- Зубчатая передача со сменными шестернями, закрытая 12-ступенчатая подающая передача со ступенью реверсивной передачи, проходящая в масляной ванне, и с защитой от перегрузок.
- Однорычажное управление подачей и стопорной гайкой.
- Обточка до упора посредством регулируемой шариковой проскальзывающей муфты.
- Предохранительный рычаг переключения вращательного движения для правого и левого хода.
Пути инструментальной каретки
- Регулируемые направляющие салазок и гайки ходового винта поперечной подачи.
- Для обточки конусов наклонная верхняя каретка (+90º/.-60º).
- Быстросменная стальная крепежная головка, размер А.
- Термообработанный ходовой винт поперечной подачи, регулировочные гайки шпинделя.
- Регулируемый со шкалой лимб с матовым хромированным покрытием.
Задняя бабка с маховиком
- Литой корпус из серого чугуна.
- Закаленная пиноль с предохранителем вращения.
- Зажимы корпуса задней бабки и пиноли, смазочный ниппель.
- Поперечная установка для обточки конусов.
- Пиноль с внутренним конусом МК 3 для крепления сверлильного инструмента и центровочных центров.
Устройства безопасности
- Пространство вращения защищено электрически управляемым подвижным защитным кожухом и смонтированной стружкоотводной задней стенкой.
- Все относящиеся к средствам безопасности детали станка электрически блокируются и снабжены предохранителями.
- Прочная облицовка ведущих и тяговых шпинделей
- Предохранительный маховик на корпусе стопорного блока.
- Предотвращение и обезвреживание мест зажатия и срезки на салазках и задней бабке.
Нижняя часть и станина станка
- Закрытая, выполненная из стального листа нижняя часть со съемными створчатыми дверцами.
- С промежуточными днищами и зажимной полкой.
- С вынимающейся емкостью для стружки.
- Станина из серого чугуна, закалена и отшлифована.
Электрическое оснащение
- Панель переключателей в задней нижней части станка, предохранительный щит 230 В.
- Аварийный выключатель на панели управления слева, закрытый главный переключатель на правой панели управления.
- Отвечает требованиям последнего стандарта безопасности, и совместим с нормами CE.
Устройство охлаждения
- Емкость с охлаждающим средством с вмонтированным погружным насосом в правой нижней части станка.
Помощь в подборке Специальной оснастки
Гарантия 12 месяцев.
Изготовление Оборудования и Специальной оснастки производится в течение 45 - 60 рабочих дней.
Дополнительная информация:
Токарные станки отечественного производства
В разделе каталога представлена токарная группа станков отечественного производства (заводы России, Украины, Белоруссии). Здесь вы найдете подробное описание и точные технические характеристики токарных станков по металлу.
Токарные станки отечественного производства имеют цифровое обозначение моделей. Первая цифра 1 в обозначении модели показывает, что станок относится к токарной группе. Вторая цифра указывает на типы станков в группе: 1 — одношпиндельные автоматы и полуавтоматы, 2 — многошпиндельные автоматы и полуавтоматы, 3 — револьверные станки, 4 — сверлильно-отрезные, 5 — карусельные станки, 6 — токарно-винторезные станки, токарные и лоботокарные, 7 — многорезцовые, 8 — специализированные станки, 9 — разные токарные станки.
Две последние цифры определяют важнейшие технические параметры станка: высоту центр... Читать дальше
Дополнительная информация:
Токарные станки отечественного производства
В разделе каталога представлена токарная группа станков отечественного производства (заводы России, Украины, Белоруссии). Здесь вы найдете подробное описание и точные технические характеристики токарных станков по металлу.
Токарные станки отечественного производства имеют цифровое обозначение моделей. Первая цифра 1 в обозначении модели показывает, что станок относится к токарной группе. Вторая цифра указывает на типы станков в группе: 1 — одношпиндельные автоматы и полуавтоматы, 2 — многошпиндельные автоматы и полуавтоматы, 3 — револьверные станки, 4 — сверлильно-отрезные, 5 — карусельные станки, 6 — токарно-винторезные станки, токарные и лоботокарные, 7 — многорезцовые, 8 — специализированные станки, 9 — разные токарные станки.
Две последние цифры определяют важнейшие технические параметры станка: высоту центров над станиной для токарно-винторезного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного и т.д. Наличие буквы после цифры указывает на модернизацию станка, т.е. на обновление конструкции. Буква (Н, П, В, А, С) в конце цифрового обозначения модели означают точность станка. Например, в обозначении токарно-винторезного станка 16К20П цифра 1 означает группу токарных станков, цифра 6 — тип станка (следовательно, к этому типу относится токарно-винторезный станок), буква К — модернизацию станка, цифра 20 — высота центров (см), буква П указывает, что станок повышенной точности.
Назначение и классификация
Токарные станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Применение дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий) значительно расширяет технологические возможности станков данной группы.
Токарные станки могут иметь горизонтальную или вертикальную компоновку в зависимости от расположения шпинделя.
Основные параметры токарных станков — наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Токарно-винторезные станки с ручным управлением
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства. Конструктивная компоновка станков практически однотипна.
Универсальный токарно-винторезный станок. На станке выполняют все виды токарных и резьбонарезных работ. При нарезании метрической и дюймовой резьб резцом и резьбовой гребенкой на станке используют цепь главного движения и винторезную цепь. Шаг нарезаемой модульной метрической резьбы Р=пт, где т — модуль; шаг дюймовой резьбы определяется числом ниток на 1**. Например: Р = 0,5" = 0,5 • 25,4 мм = 12,7 мм; дюймовая модульная резьба вычисляется в питчах (p), причем р = 1"/т.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Общий вид станка приведен на рис. 1. Все механизмы станка монтируют на станине 1. В передней (шпиндельной) бабке 18 устанавливают коробку скоростей, шпиндель и другие элементы. Коробка подач 9 передает движение от шпинделя к суппорту (на рисунке шпинделя не видно, так как на нем навинчен патрон 24). Суппорт включает в себя поперечные салазки 8 и верхние салазки 31, которые размещены на каретке суппорта, перемещающейся по направляющим 40 станины. В фартуке 4 вращение ходового винта 41 или вала 42 преобразуется в поступательное движение суппорта, несущего на верхних салазках резцедержатель 26. В пиноли задней бабки 36 может быть установлен центр для поддержки обрабатываемой заготовки или стержневой инструмент (сверло, развертка и т.п.) для обработки центрального отверстия в заготовке, закрепленной в патроне.
Основные органы управления (рукоятки и кнопки) универсального токарно-винторезного станка показаны на рис. 1.
Установка и закрепление на станках заготовок производится в патроне, патроне и заднем центре, в центрах и на оправке.
Патроны предназначены для закрепления заготовок, которые могут выступать из него на длину, равную двум-трем их диаметрам. Более длинные заготовки устанавливают в патроне и заднем центре. Поддержка заготовки задним центром необходима и при тяжелых обдирочных работах. Установку в центрах используют для длинных заготовок типа валов в тех случаях, когда необходимо обеспечить соосность нескольких обрабатываемых наружных поверхностей с минимальными отклонениями, а также при обработке заготовок последовательно на различных станках с установкой на одни и те же технологические базы. Оправки применяют при обработке наружной поверхности заготовки при наличии в ней предварительно обработанного отверстия.
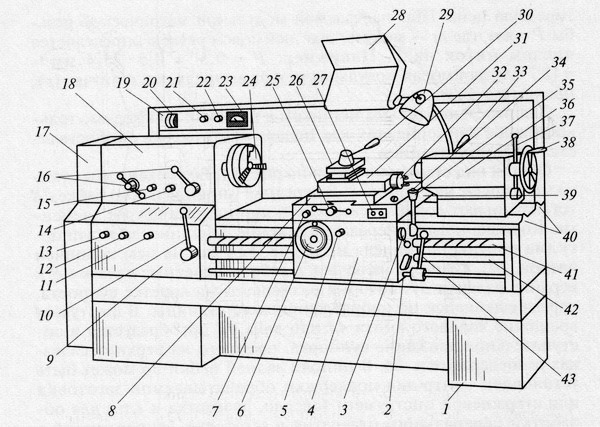
Рис. 1. Универсальный токарно-винторезный станок:
1 — станина; 2 — рукоятка включения и выключения подачи; 3 — рукоятка включения и выключения маточной гайки; 4 — фартук; 5 — рукоятка размыкания реечного колеса с рейкой; 6 — маховик ручного перемещения каретки; 7 — кнопка золотника смазки направляющих каретки и салазок суппорта; 8 — поперечные салазки суппорта; 9 — коробка подач; 10, 43 — рукоятки управления фрикционной муфтой в коробке скоростей (реверсируют вращение шпинделя), сблокированы между собой; 11 — рукоятка установки шага резьбы и отключения коробки подач при нарезании резьбы напрямую; 12 — рукоятка установки подачи и типа нарезаемой резьбы; 13 — рукоятка настройки величины подачи и шага резьбы; 14 — рукоятка настройки станка на на¬резание правой и левой резьб; 15 — рукоятка установки нормального или увеличенного шага резьбы; 16 — рукоятки изменения частоты вращения шпинделя; 17— кожух ременной передачи главного привода; 18 — передняя бабка (с коробкой скоростей); 19 — электрический пульт; 20 — выключатель вводный автоматический; 21 — сигнальная лампа; 22 — выключатель подачи насоса охлаждающей жидкости; 23 — указатель нагрузки станка; 24 — патрон; 25 — рукоятка ручного перемещения поперечных салазок; 26 — резцедержатель; 27 — кнопочная станция включения и выключения электродвигателя главного привода; 28 — защитный щиток; 29 — выключатель местного освещения; 30 — рукоятка поворота и зажима резцедержателя; 31 — верхние салазки; 32 — рукоятка ручного перемещения верхних салазок суппорта; 33 — рукоятка зажима пиноли задней бабки; 34 — кнопка включения электродвигателя привода ускоренного перемещения каретки и поперечных салазок суппорта; 35 — рукоятка изменения направления перемещения каретки и поперечных салазок суппорта; 36 — задняя бабка; 37 — рукоятка закрепления задней бабки к станине; 38 — маховик ручного перемещения пиноли задней бабки; 39 — каретка суппорта; 40 — направляющие станины; 41— ходовой винт; 42 — ходовой вал.
Устройство задней бабки показано на рис. 2. В корпусе 1 при вращении винта 5 маховиком 7 перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или осевой инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта.
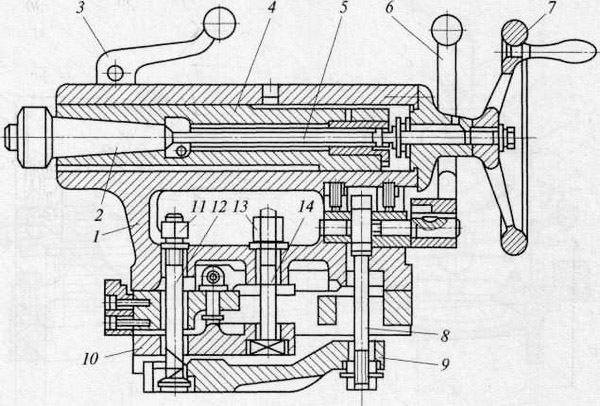
Рис. 2. Задняя бабка токарного станка:
1 — корпус; 2 — центр; 3,6 — рукоятки; 4 — пиноль; 5, 12 и 14 — винты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 77, 13 — гайки
В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
При обработке заготовок длинных нежестких валов с соотношением длины к диаметру (L/D) > 15 для предотвращения их прогиба под действием сил резания, инерционных сил и сил тяжести используют неподвижные и подвижные люнеты.
Неподвижный люнет (рис. 3, а) монтируется на направляющие станины 1 с закреплением сухарем 2 и гайкой 3. Заготовка 10 устанавливается между кулачками 6, перемещаемыми от винтов 8 стойки 4. Перед установкой верхнего кулачка необходимо открепить винт 77 и отвести крышку 7 относительно оси 5. После выставления кулачков их требуется зафиксировать винтами 9.
Подвижный люнет (рис. 3, б) монтируется на суппорте 14 станка с закреплением стойки 12 винтами 13. Люнет имеет два кулачка б, регулируемых винтами 8. В процессе обработки подвижный люнет перемещается вместе с резцом, что позволяет расположить кулачки люнета в непосредственной близости от зоны резания и тем самым почти исключить прогиб заготовки 10.
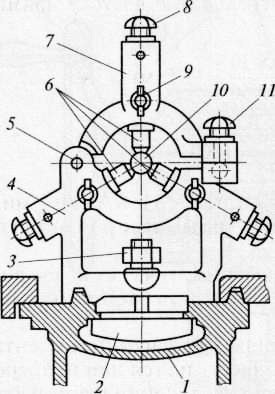
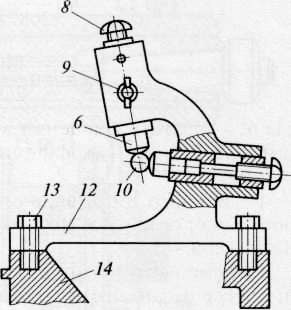
Рис. 3. Неподвижный (а) и подвижный (б) люнеты: 1 — станина; 2 — сухарь; 3 — гайка; 4, 12 — стойки, 5 — ось; 6 — кулачки; 7 — крышка; 8, 9, 11, 13 — винты; 10 — заготовка; 14 — суппорт
Наладка станка на обработку конических поверхностей осуществляется следующим образом. Коническая поверхность может быть образована различными способами: широким резцом, проходным (расточным) резцом, установленным на повернутых верхних салазках суппорта, или на суппорте, соединенном с копирной (конусной) линейкой, а также проходным резцом со смещением задней бабки.
Широким резцом обрабатывают конусы небольшой длины (до 20...25 мм): фаски, фасонные канавки, дорожки качения внутренних колец конических роликовых подшипников. Резец / (рис. 4, а) устанавливают на суппорте 2, которому сообщается поперечное DSn или продольное DSnp движение подачи. Режущую кромку резца выставляют, например, по шаблону, под заданным углом а.
Наружные и внутренние конические поверхности можно обрабатывать резцом / при перемещении верхних салазок 3 суппорта, повернутых на угол а (рис. 4, б).
Возможна обработка конических поверхностей с использованием специального приспособления (копирной линейки). В этом случае необходимо отсоединить ходовой винт поперечной подачи от гайки и поперечные салазки соединить с ползушкой приспособления. Этот процесс переналадки занимает достаточно много времени, поэтому применяется в среднесерийном и крупносерийном производствах. Теперь если суппорту сообщить движение продольной подачи, то поперечные салазки, связанные с ползушкой, будут совершать сложное движение и в продольном, и в поперечном направлениях, а резец будет перемещаться под углом, равным углу установки конусной линейки, по которой скользит ползушка.
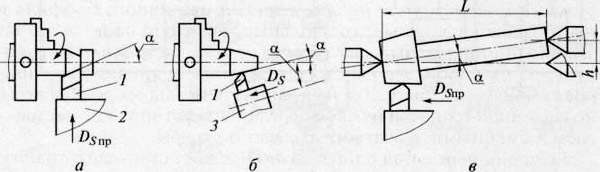
Рис. 4 Схемы обработки конусов: 1 — резец; 2 — суппорт; 3 — верхние салазки; а — угол обрабатываемого конуса.
Конические поверхности с углом, а < 4° на заготовках, базируемых в центрах (рис. 4, в), обтачивают при смещении задней бабки. Обработку производят при продольном движении подачи резца. Необходимое смещение центра h - Lsin a. Значение h не должно превышать ±15 мм.
Специализированный винторезный станок высокой точности. Станок предназначен для чистового нарезания ходовых винтов. Высокая точность профиля и шага нарезаемой резьбы достигается благодаря следующим конструктивным и кинематическим особенностям:
- коробка скоростей разделена со шпиндельной бабкой и установлена на отдельном фундаменте; шпиндель получает вращение через клиноременную передачу, которая гасит вибрации, возникающие в зубчатых зацеплениях коробки скоростей;
- коробка подач отсутствует, что позволило сократить кинематическую цепь от шпинделя до ходового винта станка; таким образом, устранено влияние накопленных погрешностей от неточностей шагов в зубчатых зацеплениях коробки подач на точность шага нарезаемой резьбы;
- каретка суппорта имеет удлиненные направляющие, верхние поворотные салазки на суппорте отсутствуют; это позволило увеличить жесткость суппортной группы и, следовательно, повысить точность обработки;
- ходовой винт расположен между направляющими, вследствие чего устраняется перекос каретки суппорта при ее продольном перемещении;
- на станке установлена коррекционная линейка 1 (рис. 5), которая через рычаг 2 воздействует на маточную гайку 3 ходового винта станка и сообщает ей дополнительный поворот, устраняя влияние погрешностей шага станочного ходового винта на точность шага нарезаемой резьбы.
На специализированном винторезном станке нарезают наружные и внутренние резьбы резцами различного профиля и шага: трапецеидальные, треугольные, прямоугольные и др. На заданный стандартный шаг резьбы станок настраивается рукоятками, на коробке подач в соответствии с таблицами, прикрепленными к станку. Для нарезания специальных резьб и резьб повышенной точности нужное передаточное отношение настраивается сменными зубчатыми колесами гитары.
Если для нарезания однозаходной резьбы станок настраивают на шаг резьбы Р, то для нарезания многозаходной резьбы станок необходимо настроить на ход резьбы Н = кР, где к — число заходов.
Многозаходные резьбы нарезают с помощью специальных устройств, обеспечивающих поворот заготовки вокруг своей оси на заданный угол, равный 360 град., при неподвижном ходовом винте.
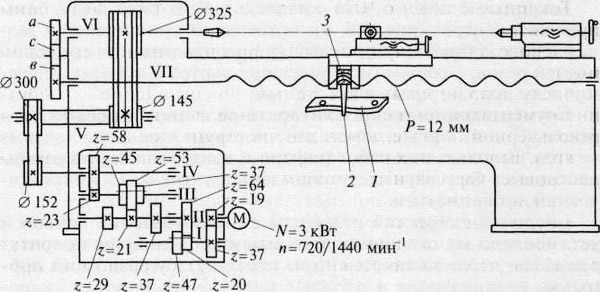
Рис. 5. Кинематическая схема специализированного винторезного станка: 1 — коррекционная линейка; 2 — рычаг; 3 — маточная гайка; I —VII — валы
Обычно на переднем конце шпинделя имеется специальное делительное устройство, которое снабжено диском с 60 делениями, неподвижная риска нанесена на фланец передней бабки. Такое устройство позволяет поворачивать заготовку и нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 или 60.
Поворот заготовки, устанавливаемой в центрах, облегчается при применении специальных поводковых делительных патронов (планшайб).
Простым способом нарезания многозаходных резьб является деление по шагу. Для этого после нарезания первого захода резьбы резец выводят из заготовки и возвращают в начальное положение, после чего резец перемещают в продольном направлении на расстояние Р = Н/к с помощью винта верхних салазок суппорта. Перемещение резца отсчитывают по лимбу. Все заходы многозаходных резьб, в первую очередь с мелким шагом, можно одновременно нарезать специальной гребенкой или группой резцов, установленных друг от друга на расстоянии шага.
Токарно-револьверные станки
Токарно-револьверные станки с ручным управлением.
Станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок. В зависимости от этого станки подразделяются на прутковые и патронные.
Особенностью конструкции токарно-револьверных станков является наличие поворотной, реже линейно перемещаемой револьверной головки, в которой располагаются необходимые для обработки комплекты инструментов в требуемой последовательности. В этих станках, как правило, отсутствует задняя бабка.
Расположение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с вертикальной осью револьверной головки (рис. 6, а) и горизонтальной осью (рис. 6, б).
Шпиндельная бабка 2 крепится на станине 7, суппорты 3 и 5 перемещаются по направляющим 6 станины, сообщая инструменту движение подачи. Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
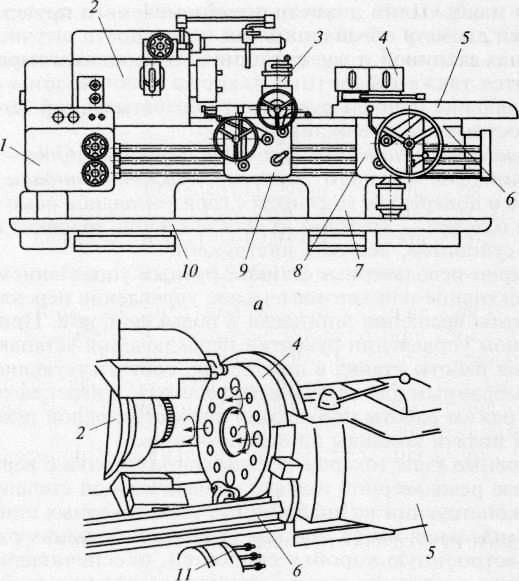
Рис. 6. Токарно-револьверный станок с вертикальной (а) и горизонтальной (б) осью вращения револьверной головки: 1 — коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьверная головка; 5— продольный суппорт; 6 — направляющая; 7— станина; 8, 9 — фартуки продольного и поперечного суппортов соответственно; 10 — поддон; 11 — упор
На станке можно одновременно выполнять обработку инструментами, закрепленными в револьверной головке 4 и в поперечном суппорте 3, что позволяет увеличить производительность благодаря параллельной обработке поверхностей несколькими инструментами. Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11.
По форме револьверные головки могут быть цилиндрическими и призматическими (обычно с шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, расположенных на специальной оправке.
Основными параметрами токарно-револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой поверхности штучной заготовки над станиной и над суппортом. К основным параметрам относятся также габаритные размеры рабочей зоны станка, определяющие наибольшую длину обрабатываемой заготовки, и скоростные характеристики.
Главное движение в токарно-револьверном станке — вращение шпинделя, несущего заготовку; движения подачи — продольное и поперечное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) перемещение суппортов, несущих инструмент.
Токарно-револьверные станки с ручным управлением имеют преселективное или автоматическое управление переключением частоты вращения шпинделя и подач суппорта. При пресе-лективном управлении рукоятки переключения устанавливают во время работы станка в положения, соответствующие режимам, выбранным для следующего перехода, а переключение на новый режим работы происходит поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в значительной степени похожи по конструкции на аналогичные узлы токарных станков.
Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращеия шпинделя. В шпиндельной бабке станков малого размера монтируется только шпиндель. Частота вращения шпинделя изменяется с помощью редуктора, установленного в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по конструкции проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки имеют меньший диапазон регулирования частоты вращения и меньшее число ступеней подач. Кроме того, в коробке подач отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением является универсальным станком. На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона.
В соответствии с кинематической схемой станка осуществляются главное вращательное движение шпинделя, продольное перемещение револьверного суппорта, круговая подача револьверной головки, а также перемещение резьбонарезного инструмента при изготовлении резьбы по копиру. Шпиндель имеет правое и левое вращения (последнее осуществляется реверсом вращения вала электродвигателя). Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу.
Токарно-револьверные станки с ЧПУ. Станки, предназначенные для двух- и четырехкоординатной обработки, выпускают с двумя револьверными головками (рис. 7).
Одновременная работа двух револьверных головок обеспечивается их расположением: одной 4 — на верхнем суппорте 3, а другой 6 — на нижнем суппорте 7. Такая компоновка дает возможность применять большое число режущих инструментов при изготовлении сложных деталей. Обе револьверные головки имеют оси вращения, параллельные оси шпинделя станка. Револьверные головки комплектуются инструментом для обработки наружных и внутренних поверхностей заготовки.
Цикл обработки на станке полностью автоматизирован. От электродвигателя 1 вращение на шпиндельную бабку 2 передается через ременную передачу. Наличие раздельного привода повышает точность обработки.
Направляющие станины для перемещения кареток, несущих револьверные головки, имеют прямоугольное сечение. Пульт управления системы ЧПУ для ручного ввода программы и дисплей (на рисунке не показаны) вписываются в габариты станка и расположены на поворотной штанге.
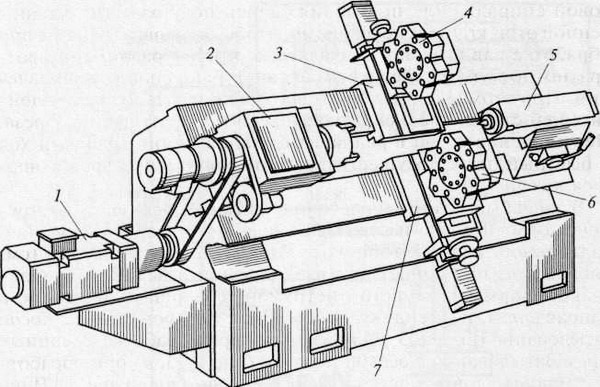
Рис. 7. Токарно-револьверный станок с ЧПУ с наклонным расположением суппортов: 1 — электродвигатель; 2 — шпиндельная бабка; 3,7— верхний и нижний суппорты соответственно; 4, 6 — револьверные головки; 5 — задняя бабка
В целях стабилизации точности обработки станок снабжен измерительным устройством для систематического контроля и коррекции точности обработки посредством контактного датчика, установленного на револьверной головке.
Токарно-затыловочные станки
Виды затылования. Метод затачивания задних поверхностей режущих инструментов со сложным профилем зуба в целях сохранения профиля инструмента при переточках и обеспечения постоянства заднего угла называется затылованием. Затылуют зубья различных фрез: дисковых, резьбовых, цилиндрических и червячно-модульных с прямолинейными и спиральными стружечными канавками, а также зубья метчиков и спиральные сверла.
Затылованные зубья фрез (рис. 8, а) имеют криволинейную заднюю поверхность АВ. Их перетачивают по передней поверхности, причем плоскость заточки АО проходит через ось фрезы, благодаря чему профиль зубьев фрезы сохраняется неизменным. Затылование зубьев выполняют обычно по архимедовой спирали. Для получения задней поверхности, ограниченной этой кривой, необходимо, чтобы заготовка 7 фрезы при обработке равномерно вращалась, а резец 2 равномерно возвратно-поступательно перемещался в радиальном направлении. При этом за один оборот заготовки резец должен подойти к ней столько раз, сколько зубьев имеет затылуемая фреза. Перемещение резца в радиальном направлении (рабочий ход и быстрый отвод) осуществляется от равномерно вращающегося кулачка 3.
В зависимости от направления движения режущего инструмента относительно изделия различают три вида затылования: радиальное, косое и торцовое. Радиальное затылование (см. рис. 8, а) применяют при изготовлении изделий цилиндрической формы. Режущий инструмент совершает движение в направлении, перпендикулярном к оси центров станка. Косое затылование (рис. 8, б) применяют при обработке фасонных фрез. Затылование с осевой подачей (рис. 8, в) при обработке торцовых поверхностей изделий называют торцовым. Плиту 4 (рис. 8, г) каретки 11 с суппортом поворачивают на 90° относительно ее нормального положения, после чего затыловочное движение режущего инструмента совершается параллельно оси центров станка.
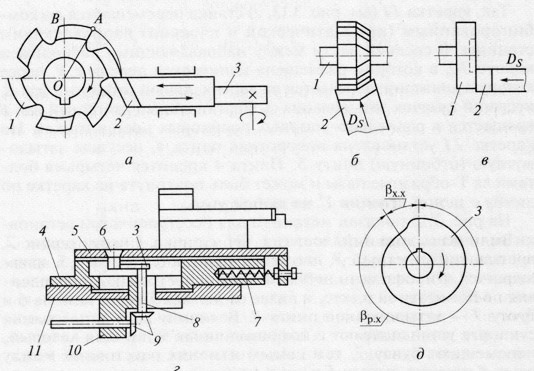
Рис. 8. Принципиальные схемы затылования с радиальной (а), косой (б) и осевой (в) подачами; затыловочный суппорт (г) и кулачок (д); 1 — заготовка; 2 — резец; 3 — кулачок; 4 — поворотная плита; 5 — затыловочная плита; 6 — палец; 7 — пружина; 8 — вал; 9 — коническая передача; 10 — корпус; 11 — каретка
На рис. 8, г приведена принципиальная схема затыловочного суппорта. Затыловочная (отбойная) плита 5 суппорта с пальцем 6 прижимается к кулачку 3. Движение затыловочной плиты вперед на изделие, сопровождаемое сжатием пружины 7, происходит по рабочей кривой Ррх(рис. 8, д) вращающегося кулачка, а возврат в исходное положение (отскок) — под действием пружины по кривой отвода кулачка. Возвратно-поступательное движение суппорта кинематически связано с вращением шпинделя.
Универсальный токарно-затыловочный станок. Затылование резцом и шлифовальным кругом червячно-модульных (однозаходных, многозаходных, правых, левых, праворежущих, леворежущих), дисковых и фасонных фрез с зубьями, затылуемыми радиально, под углом и вдоль оси, как показано на рис. 8, осуществляют на универсальных токарно-затылочных станках.
Общий вид станка представлен на рис. 9, большинство его узлов аналогичны узлам токарно-винторезного станка. Однако некоторые узлы имеют конструктивные особенности.
Так, каретка 11 (см. рис. 8, г) станка перемещается по комбинированным (призматической и плоской) направляющим станины. В средней части между направляющими расположен корпус 10, в котором размещена коническая передача 9, через которую движение передается на вертикальный отбойный вал 8, несущий кулачок затылования 3. Вертикальный отбойный вал 8 вращается в радиально-упорных роликовых подшипниках. На каретке 11 установлена поворотная плита 4, несущая затыловочную (отбойную) плиту 5. Плита 4 крепится четырьмя болтами за Т-образные пазы и может быть повернута на каретке по лимбу с ценой деления 1° на любой угол.
На рис. 10 показан механизм для бесступенчатой установки величины хода затылования. От кулачка 1 через ролик 2, вращающийся на оси 3, движение передается рычагу 5, качающемуся относительно неподвижной оси 4 пальца, закрепленного в поворотной плите, и далее от рычага 5 через камень 6 и буксу 7 — затыловочной плите 8. Величину хода затылования суппорта устанавливают с помощью винта Р, вращая который, перемещают буксу 7, тем самым изменяя расстояние между осью 4 качания рычага 5 и осью камня 6. С увеличением этого расстояния увеличивается ход затылования. Винт 9 червячной передачей 10 связан с лимбом, показывающим установленную величину хода затылования.
Величину хода затылования суппорта можно регулировать с помощью трех сменных кулачков в пределах 18 мм. На отбойную плиту в зависимости от вида затыловочных работ устанавливают токарный или шлифовальный суппорт.
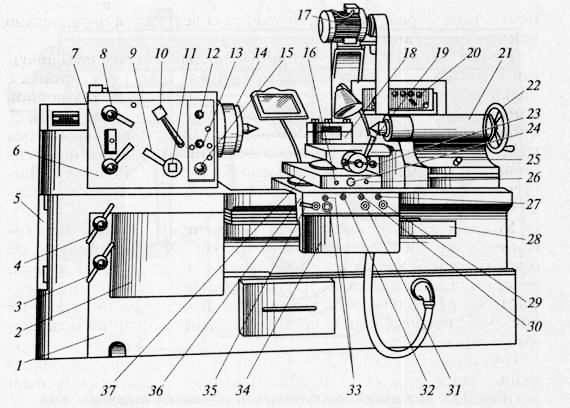
Рис. 9. Токарно-затыловочный станок: 1 — станина; 2 — коробка подач; 3 — рукоятка переключения на нарезание резьбы или точение; 4 — рукоятка управления цепи спиралей (цепи дифференциала); 5 — коробка передач; 6 — передняя бабка; 7— рукоятка установки направления нарезаемой резьбы; 8 — рукоятка управления цепи затылования; 9 — рукоятка включения ручного поворота шпинделя изделия; 10 — рукоятка звена увеличения шага; 11 — квадрат ручного поворота шпинделя; 12 — рукоятка переключения частоты вращения рабочего хода шпинделя изделия; 13 — рукоятка переключения частоты вращения обратного хода шпинделя изделия; 14 — делительная планшайба; 15 — кнопка аварийной остановки; /б, 26 — винты регулирования усилия отбойной плиты; 17 — привод шлифовального шпинделя; 18 — резцедержатель; 19 — рукоятка быстрого отвода поперечных салазок суппорта; 20 — электропульт; 21 — задняя бабка; 22 — маховик перемещения пиноли задней бабки; 23 — рукоятка подачи поперечных салазок; 24 — винт отвода отбойной плиты от кулачка; 25 — винт поперечного смещения задней бабки; 27 — кнопка включения электродвигателя привода шлифовального круга; 28 — ходовой винт; 29 — кнопка отключения электродвигателя привода шлифовального круга; 30 — кнопка пуска электродвигателя привода шпинделя изделия; 31 — толчковая кнопка привода шпинделя изделия; 32 — сигнальная лампа; 33 — кнопки включения коррекции отбоя и наладочного перемещения каретки; 34 — фартук; 35 — рукоятка управления станком; 36 — каретка; 37 — суппорт
Для быстрого отвода инструмента от изделия на винте поперечной подачи суппорта имеется специальное устройство (рис. 11).
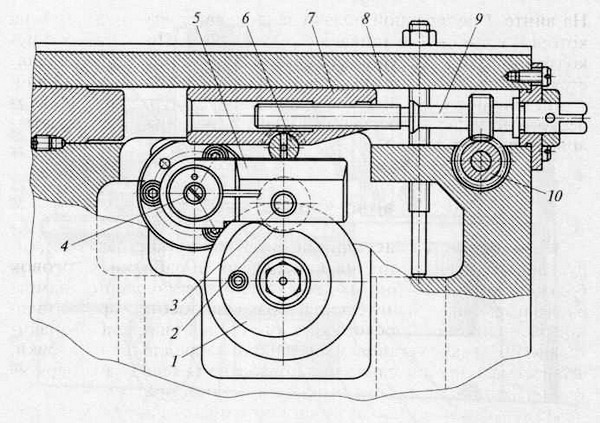
Рис. 10. Механизм бесступенчатой установки величины хода затылования: 1 — кулачок; 2 — ролик; 3,4 — оси; 5 — рычаг; 6 — камень; 7 — букса; 8 затыловочная плита; 9 — винт; 10 — червячная пара
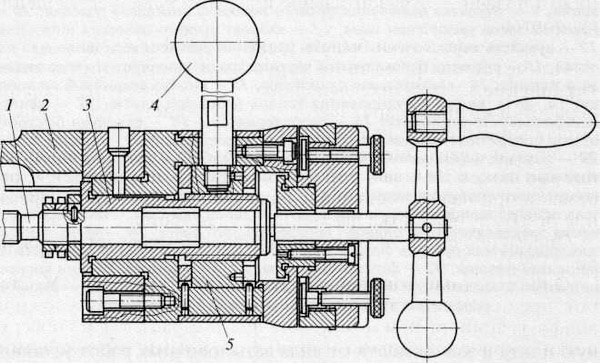
Рис. 11. Механизм быстрого отвода инструмента: 1 — винт; 2 — ползушка; 3 — втулка-винт; 4 — рукоятка; 5 — гайка.
На винте 1 поперечной подачи закрепляется втулка-винт 5, на которой установлена гайка 5 с рукояткой 4. При повороте рукоятки ползушка 2 суппорта, связанная с гайкой 5, перемещается и инструмент быстро отводится от обрабатываемой детали. На поворотной плите закреплен корпус плунжера гидравлического демпфера, обеспечивающего безударный отскок затыловочной плиты.
Токарно-карусельные станки
Назначение и классификация. Токарно-карусельные (карусельные) станки предназначены для обработки заготовок большой массы (до многих десятков тонн) и большого диаметра, но имеющих сравнительно небольшую высоту. Горизонтальное расположение плоского круглого стола (планшайбы) значительно облегчает установку, выверку и закрепление заготовки, что весьма затруднительно при обработке тяжелых заготовок на токарных станках с горизонтальной осью шпинделя.
На карусельных станках резцом обтачивают наружные и внутренние поверхности вращения. При оснащении станка револьверной головкой центральные отверстия заготовок обрабатывают сверлами, зенкерами и другим осевым инструментом.
Основными параметрами станков являются наибольший диаметр и высота обрабатываемой заготовки. Главным движением резания является вращение стола, несущего заготовку, движениями подачи — горизонтальное и вертикальное перемещения суппортов.
Карусельные станки бывают одно- и двухстоечные.
Одностоечный токарно-карусельный станок с ручным управлением. На станке выполняют различные виды токарной обработки крупногабаритных заготовок диаметром до 1250 мм: обтачивание и растачивание цилиндрических и конических поверхностей, сверление, зенкерование, развертывание, прорезание канавок, обтачивание плоских торцовых поверхностей, отрезка, а при наличии специальных приспособлений — нарезание резьбы и обработка фасонных поверхностей.
Общий вид станка и его органы управления представлены на рис. 12.
Одностоечный токарно-карусельный станок с ЧПУ. Станок предназначен для токарной обработки деталей сложной конфигурации; на нем можно обтачивать и растачивать поверхности с криволинейными и прямолинейными образующими; сверлить, зенкеровать, развертывать центральные отверстия; прорезать кольцевые канавки, нарезать различные резьбы резцами.
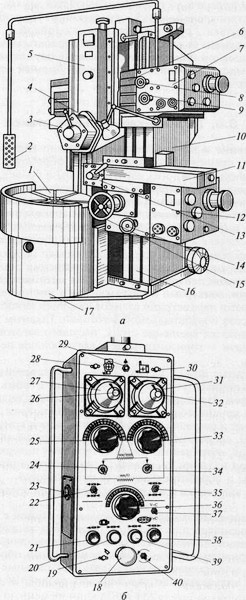
Рис. 12. Общий вид (а) одностоечного токарно-карусельного станка и подвесной пульт управления (б): 1 — планшайба; 2 — пульт; 3 — пятипозиционная револьверная головка; 4 — лампа местного освещения; 5— вертикальный суппорт; 6 — поперечина (траверса); 7— коробка подач вертикального суппорта; 8, 9 — маховики ручного перемещения верхнего (вертикального) суппорта; 10 — станина; 11 — боковой (горизонтальный) суппорт; 12 — коробка подач бокового суппорта; 13 — четырехпозиционный резцедержатель; 14, 15 — маховики ручного перемещения бокового суппорта; 16 — направляющие станка; 17 — стол; 18 — кнопка аварийной остановки станка; 19 — сигнальная лампочка (горит, когда станок работает); 20 — кнопка остановки двигателя главного привода; 21 — кнопка пуска двигателя; 22 — включение и отключение тормоза перемещений верхнего суппорта; 23 — кнопка поворота револьверной головки на другую позицию; 24 — переключатель рабочих подач и установочных перемещений верхнего суппорта; 25 — рукоятка установки величины подачи верхнего суппорта; 26 — кнопка включения выбранной для него подачи; 27 — переключатель направления перемещения верхнего суппорта; 28 — сигнальная лампочка верхнего суппорта (горит, когда суппорт работает); 29 — включение местного освещения; 30 — сигнальная лампочка бокового суппорта (горит, когда суппорт работает); 31 — переключатель направления перемещения бокового суппорта; 32 — кнопка включения выбранной подачи бокового суппорта; 33 — рукоятка установки величины подачи бокового суппорта; 34 — переключатель рабочих подач и установочных перемещений бокового суппорта; 55 — включение и отключение тормоза перемещений бокового суппорта; 36 — кнопка вращения планшайбы в толчковом режиме; 37 — переключатель для включения (отключения) скорости резания: сразу или постепенно; 38 — кнопка пуска планшайбы; 39 — кнопка останова планшайбы; 40 — переключатель с нормального режима на толчковый.
Основные механизмы станка аналогичны механизмам станка с ручным управлением, однако у станка с ЧПУ отсутствует боковой суппорт.
Устройство ЧПУ обеспечивает автоматическое управление по заданной программе вертикальным суппортом и приводом главного движения. Управление может осуществляться одновременно по двум координатам. Дискретность отсчета по осям X и Z составляет 0,01 мм.
Предусмотрена коррекция положения инструмента, величин подач и частот вращения планшайбы. По программе происходят автоматическое изменение частот вращения шпинделя, управление продольными и поперечными перемещениями инструмента верхнего суппорта, выбор подач, установка инструмента в нулевое положение, поворот и фиксация револьверной головки.
Лоботокарные станки
ЛобоТокарные станки с ручным управлением (рис. 13) служат для обработки заготовок тел вращения небольшой высоты и больших диаметров: шкивов, вагонных колес, маховиков и др. На станках этого типа обтачивают наружные цилиндрические и конические поверхности, обрабатывают торцы, растачивают, протачивают канавки.
ЛобоТокарные станки могут иметь планшайбу 3 диаметром до 4 м, задняя бабка у них отсутствует.
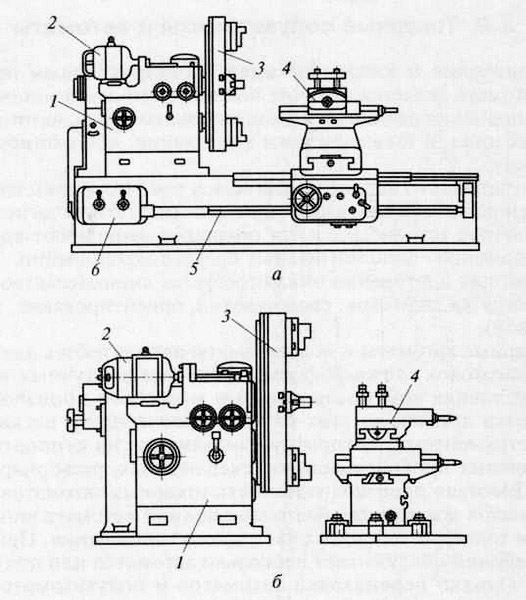
Рис. 13. ЛобоТокарные станки с единой (а) и раздельной (б) станиной: 1 — коробка скоростей; 2 — главный электродвигатель; 3 — планшайба; 4 — суппорт; 5 — ходовой вал; 6 — коробка подач
У средних станков коробка скоростей 1 и суппорт 4 расположены на одной станине (рис. 13, а).
Главное вращательное движение шпинделю вместе с планшайбой 3 сообщается от электродвигателя 2 через коробку скоростей 1, а движение подачи — суппорту 4 через коробку подач 6 и ходовой вал 5.
Крупные станки выполняют с обособленным суппортом 4 (рис. 13, б), что дает возможность обрабатывать заготовки, диаметр которых превышает размер планшайбы, для чего в фундаменте под планшайбой делают выемку. Суппорт этих станков получает перемещение от отдельного двигателя, а в некоторых моделях от шпинделя через храповое устройство. Для установки, выверки и закрепления тяжелой заготовки требуется много времени, поэтому заготовки диаметром 2 м и более следует обрабатывать на токарно-карусельных станках, которые имеют горизонтальную планшайбу.
Токарные полуавтоматы и автоматы
Назначение и классификация. Конструктивным признаком автомата является наличие полного комплекта механизмов для выполнения рабочих и вспомогательных ходов, автоматизирующих цикл, а также системы управления, координирующей их работу.
Полуавтомат от автомата отличается тем, что в комплекте автоматизированных целевых механизмов отсутствует загрузочноразгрузочное устройство, и эту операцию выполняют вручную или с помощью дополнительных средств механизации. Таким образом, для повторения цикла требуется вмешательство человека (загрузка заготовок, съем изделий, ориентирование, зажим заготовок).
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др.). Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако переналадка автоматов и полуавтоматов при переходе на обработку новой заготовки связана со значительными затратами времени, что экономически оправдано только в массовом, крупносерийном и иногда в серийном производствах.
Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными: занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
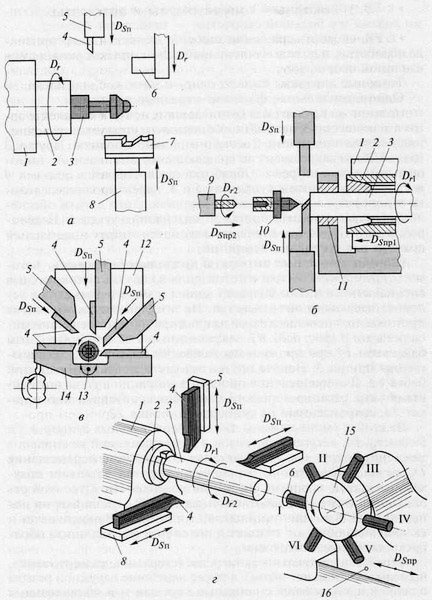
Рис. 14. Схемы обработки на токарных одношпиндельных автоматах: а — фасонно-отрезном; б, в — продольного точения; г — токарно-револьверном; 1 — шпиндельная бабка; 2 — шпиндель; 3 — пруток; 4, 7 — резцы; 5 — верхний суппорт; 6 — упор; 8 — поперечный суппорт; 9 — приспособление; 10 — обработанная деталь; 11 — люнет; 12 — стойка; 13 — ось; 14 — балансир; 15 — револьверная головка; 16 — продольный суппорт
По способу обработки токарные автоматы и полуавтоматы делят на фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные. По способу управления рабочим циклом автоматы подразделяют на три группы:
- с одним распределительным валом (РВ), равномерно вращающимся в течение всего цикла обработки;
- с РВ, управляющим с малой скоростью вращения рабочими ходами и с большой скоростью — холостыми ходами;
- с РВ, скорость вращения которого меняется во время цикла обработки, и со вспомогательным валом, вращающимся с постоянной скоростью. Токарные автоматы бывают одно- и многошпиндельные.
Одношпиндельные фасонно-отрезные автоматы. Для изготовления из прутка (или бунта) мелких деталей простой формы в условиях крупносерийного и массового производства применяют одношпиндельные фасонно-отрезные автоматы. Пруток 3 (рис. 14, а) закрепляют во вращающемся шпинделе 2 с помощью цангового патрона. Обработка осуществляется резцами 4 и 7, закрепленными в суппортах 5 и 8, перемещающихся только в поперечном направлении. Заданная длина детали обеспечивается выдвижением прутка до подвижного упора 6. Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт для сверления отверстий.
Одношпиндельные автоматы продольного точения. Автоматы предназначены для изготовления из прутка высокоточных деталей относительно большой длины и малого диаметра в условиях массового производства. На этих автоматах обработка производится неподвижными или поперечно перемещающимися резцами 4 (рис. 14, б), закрепленными на суппортах 5 или балансире 14 при продольном движении подачи DSnp вращающегося прутка 3. Подача прутка осуществляется шпиндельной бабкой 7. Для уменьшения прогиба и вибрации прутка под действием сил резания передний конец его пропускают через люнет 77, закрепленный на суппортной стойке 12.
На стойке смонтированы два-три вертикальных суппорта 5 и балансир 14, несущий два резца 4 и совершающий качательное движение вокруг оси 13. Сочетание поперечного перемещения DSn резца и продольного перемещения прутка позволяет получать на детали заданные фасонные поверхности. Отрезной резец (после отрезки обработанной детали 10) служит упором для прутка, при этом цанговый патрон в шпинделе 2 разжимается и шпиндельная бабка 1 отходит в положение начала цикла обработки следующей заготовки.
Обработка центрального отверстия (сверление, развертывание, нарезание резьбы метчиком), а также нарезание наружной резьбы плашкой производится с помощью двух или трех шпиндельных приспособлений 9, которые могут иметь независимые поступательное DSnp2 и вращательное Dr2 движения инструментов. В этом случае главное движение складывается из одновременных вращательных движений шпинделей станка и приспособления.
Одношпиндельные токарно-револьверные автоматы. Эти автоматы используют для изготовления деталей сложной конфигурации в условиях массового производства. Применение метода групповой технологии, заключающегося в обработке на станке группы однотипных деталей, близких по размерам и конфигурации, позволяет эффективно использовать автоматы и в условиях крупносерийного производства.
Для размещения большого числа инструментов, необходимых для изготовления деталей сложной конфигурации, автоматы оснащены продольным суппортом 16 (рис. 14, г) с шестипозиционной (на некоторых станках — восьмипозиционной) револьверной головкой 15 и несколькими поперечными суппортами 8 (передним, задним) и одним (двумя) верхним 5.
В отличие от автоматов продольного точения шпиндельная бабка 1 токарно-револьверного автомата установлена на станине жестко и продольного перемещения не имеет. Шпиндель 2 автомата при нарезании резьбы получает вращение против часовой стрелки Dr2 и по часовой стрелке Dr1 — для свинчивания инструмента.
После отрезки обработанной детали и разжима цангового патрона пруток 3 подается до упора 6.
Инструменты, размещенные на суппортах и в револьверной головке, могут работать как последовательно, так и параллельно.
Многошпиндельные токарные полуавтоматы и автоматы. Это оборудование характеризуется широкими технологическими возможностями при изготовлении различных деталей. По сравнению с одношпиндельными многошпиндельные автоматы и полуавтоматы обеспечивают более высокую степень концентрации обработки, что способствует повышению их производительности, уменьшению станкоемкости, сокращению площади, занимаемой оборудованием. По принципу работы автоматы подразделяют на автоматы параллельного и последовательного действия. На автоматах параллельного действия на всех шпинделях одновременно производятся одинаковые операции, и за один цикл работы завершается обработка заготовок, число которых соответствует числу шпинделей.
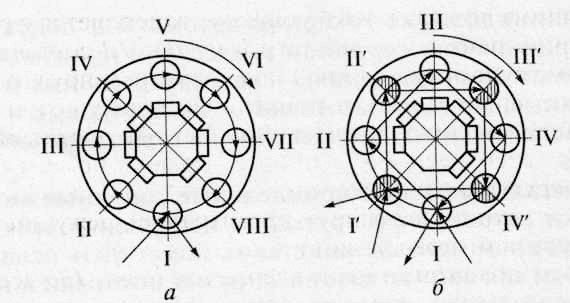
Рис. 15. Схемы работы многошпиндельных токарных станков последовательного (а) и параллельно-последовательного действия (б): I —VIII; Г —IV — позиции станка
Наибольшее распространение получили многошпиндельные автоматы и полуавтоматы последовательного действия. На таких автоматах заготовки с загрузочной позиции путем периодического поворота и индексации шпиндельного стола или шпиндельного блока последовательно подводятся к рабочим позици¬ям и одновременно обрабатываются группами инструментов в соответствии с технологическим процессом. Большое число рабочих позиций и шпинделей (6 — 8) позволяет использовать их в различных сочетаниях.
Заготовки сложной формы обрабатывают на всех позициях станка (рис. 15, а), при этом они перемещаются в каждом цикле на следующую позицию. Для более простых заготовок, которые можно обработать на меньшем числе рабочих позиций, применяют более производительную схему параллельно-последовательной обработки (рис. 15, б). В этом случае используют две позиции (I и 1) в качестве загрузочных, далее заготовки, установленные на позициях I и Г, будут обрабатываться соответственно на позициях I и 1Г, а заготовки, которые были на позициях II и 1Г, — на позициях III и ИГ и т.д. Этот вариант применим также для обработки заготовок с двух сторон: заготовка, обработанная с одной стороны за первый оборот стола (барабана) на позициях II, III и IV, устанавливается с переворотом на соседнее зажимное приспособление в позиции Г и обрабатывается с другой стороны при втором обороте стола (на штрихованных позициях).
Загрузка заготовок и выгрузка обработанных деталей совмещаются во времени с обработкой и выполняются специальными механизмами.
Многошпиндельные токарные автоматы и полуавтоматы широко применяют в серийном и массовом производстве. Их подразделяют: по назначению — на универсальные и специализированные; по виду заготовки — на прутковые и патронные; по расположению шпинделей — на горизонтальные и вертикальные.
Горизонтальные многошпиндельные токарные автоматы. Существуют патронные и прутковые исполнения этих автоматов. В патронном исполнении станок может быть оснащен манипулятором для автоматизации загрузки заготовки и выгрузки обработанной детали. Автомат в прутковом исполнении комплектуют устройством для поддержания вращающихся прутков, передние концы которых находятся в шпиндельном блоке и закреплены в шпинделях с помощью цанговых патронов. В шпиндельном блоке размещается поворотный барабан с четырьмя, шестью или восемью шпинделями.
В каждой позиции барабана заготовки обрабатываются инструментом, установленным на поперечных и центральном продольном суппортах, которые отводятся по окончании обработки, позволяя шпиндельному барабану повернуться. Таким образом, заготовка, установленная в шпинделе, обрабатывается на всех позициях в соответствии с технологическим процессом. На прутковом автомате обработка заканчивается на последней позиции, где готовая деталь отрезается от прутка. В этой же позиции пруток выдвигается из шпинделя на заданную длину до упора для изготовления следующей детали. На автомате патронного исполнения снятие готовой детали и установка заготовки осуществляются на последней позиции.
На таких станках возможна последовательная и параллельно-последовательная обработка.
Индивидуальная система охлаждения рабочей зоны автомата обеспечивается двумя электронасосами, подающими СОЖ в распределительные трубы, а оттуда (по шлангам) — к режущему инструменту. Предусмотрена возможность подключения автомата к централизованной системе подачи СОЖ.
На станке используются следующие системы смазывания: централизованная (полив всех точек механизмов коробки передач и других точек, требующих обильного смазывания) с возвратом масла в резервуар; централизованная с дозированным смазыванием точек, не требующих обильного смазывания или расположенных в зоне, откуда смазочный материал не возвращается; индивидуальная для жидкого смазывания редуктора конвейера стружки. Резервуаром для смазочного материала служит изолированный отсек станины; уровень масла контролируется по маслоуказателю.
В корпусе шпиндельного блока находятся шпиндельный барабан, в котором смонтированы шпиндели, а также механизмы подачи и зажима прутка, поворота и фиксации шпиндельного барабана.
Шпиндельный барабан 20 (рис. 16) напрессован на пустотелую ось 24, внутри которой проходит центральный вал 25, передающий вращение от главного привода через зубчатые колеса 11 и 13 шпинделю 21. Правый конец оси 24 поддерживается фланцем коробки передач. Радиальными опорами шпинделя служат двухрядные роликоподшипники 14 и 19. Осевые нагрузки воспринимают упорные шарикоподшипники 15. Радиальный зазор в подшипниках 14 и 19 регулируется осевым перемещением внутренних колец подшипников по коническим шейкам шпинделя 21, осуществляемым с помощью гаек 17 и 27. Положение внутреннего кольца подшипника 19 фиксируется тремя винтами 18, а подшипника 14 — гайкой 16, с помощью которой затем регулируется осевой зазор шпинделя.
В левой части шпинделя смонтирована муфта устройства зажима прутка и управляющая ею вилка 9. Пруток зажимается при перемещении вилки 9 влево. Чашка 8 муфты нажимает своим фасонным отверстием на рычаги 7, которые, поворачиваясь, передвигают стакан 6 и через тарельчатые пружины 5 нажимают на фланец 4, в который упирается гайка трубы 12 зажима, втягивая цангу 22 в корпус шпинделя. Муфта зажима в левом положении фиксируется рычажком 28. Сила зажима от вилки к чашкам передается через упорные подшипники 10.
Для подачи прутка служит цанга 23, завинченная в трубу 3, которую за подшипник 2 перемещает механизм подачи. Осевое перемещение трубы 3 ограничивается диском, установленным на центральной трубе 29 шпиндельного барабана. Осевое положение диска устанавливается в зависимости от длины подачи прутка.
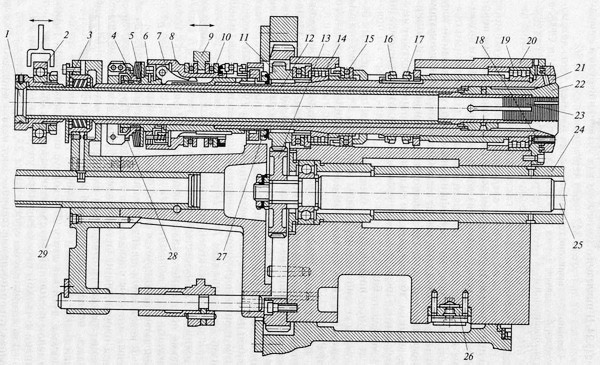
Рис. 16. Шпиндельный барабан горизонтального многошпиндельного пруткового автомата: 1 — кольцо; 2 — шарикоподшипник; 3, 12, 29 — трубы; 4 — фланец; 5 — пружина; 6 — стакан; 7 — рычаг; 8 — чашка; 9 — вилка; 10, 15 — упорные шарикоподшипники; 11, 13 — зубчатые колеса; 14, 19 — роликоподшипни11; 16, 17, 27 — гайки; 18 — винт; 20 — барабан; 21 — шпиндель; 22, 23 — цанги; 24 — ось; 25 — вал; 26 — замок; 28 — рычажок
У левого торца трубы 3 установлено сменное направляющее кольцо 1, диаметр отверстия которого определяется диаметром обрабатываемого прутка. В каждом рабочем положении шпиндельный барабан фиксируется рычагами и прижимается ими к ложементу. После отвода суппортов рычаги разводятся, выходят из замков 26 барабана и освобождают его для подъема и поворота в следующую позицию.
Продольный суппорт, перемещающийся по центральной пустотелой оси и обслуживающий все позиции шпиндельного барабана, представляет собой многогранник с числом граней 4, 6 или 8 в зависимости от числа шпинделей в барабане. На каждой грани имеются пазы типа ласточкина хвоста, в которые устанавливают неподвижные или скользящие инструментальные державки, а также другие устройства для обработки. Продольный суппорт оснащен универсальным приводом, позволяющим изменять рабочий ход суппорта без смены кулачков. На барабане РВ находятся постоянные кулачки, управляющие двумя ползунами; каждый перемещает через штангу и кулису продольный суппорт: один — при быстром подводе, а другой — на участке рабочего хода. Поворот шпиндельного барабана осуществляется мальтийским крестом, который закреплен на РВ. Передаточное число подбирается в зависимости от числа шпинделей станка и от того, по какой схеме работает автомат: последовательно или параллельно-последовательно.
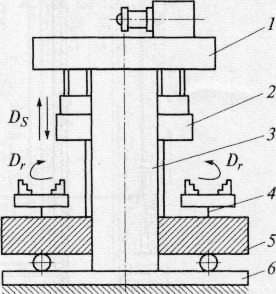
Рис. 17. Схема работы вертикального многошпиндельного токарного полуавтомата: 1 — корпус; 2 — суппорт; 3 — колонна; 4 — шпиндель; 5 — стол; 6 — основание
Во избежание изнашивания ложемента и самого шпиндельного барабана и в целях сохранения точности работы автомата перед поворотом барабан автоматически поднимают над ложементом на 0,2...0,4 мм.
После поворота шпиндельного барабана его положение фиксируется. От точности фиксации шпиндельного барабана зависит точность диаметра обработанных деталей. Наладка осуществляется на заготовке (прутке), зажатой в одном шпинделе, последовательно на каждом переходе путем перемещения салазок, упора суппортов, державок и инструмента.
Вертикальные многошпиндельные токарные полуавтоматы. Эти станки широко применяют для обработки литых и штампованных заготовок средних и крупных размеров. Их вертикаль¬ная компоновка позволяет экономно использовать занимаемую станком площадь, облегчает загрузку станка заготовками.
Вертикальный восьмишпиндельный токарный полуавтомат предназначен для черновой и чистовой обработки в патроне заготовок типа дисков, фланцев и др. Станки изготовляют в двух исполнениях: одни станки служат для обработки заготовок с большими припусками (силовое исполнение), другие используют для изготовления деталей небольшого диаметра либо для обработки деталей из цветных металлов.
Схема работы вертикального многошпиндельного полуавтомата приведена на рис. 17. С основанием 6 жестко соединена колонна J, по направляющим которой в рабочих позициях перемещаются суппорты 2. На столе 5 установлено восемь рабочих шпинделей 4. На вершине колонны закреплен корпус 1, в котором размещен механизм подач и редуктор главного движения. На семи рабочих позициях по принципу последовательной обработки можно выполнять обтачивание, растачивание, сверление, зенкерование и развертывание отверстий. Одна позиция является загрузочной. При параллельно-последовательной обработке двух заготовок одновременно используются две загрузочные позиции. Особенность данного станка в том, что каждый шпиндель может иметь независимые частоты вращений и величины подач.