
















Модель::
Тип станка:
Тех. состояние::
Страна:
- Европа
Вид оборудования:
Базовая комплектация компактного универсального токарно-винторезного станка без ЧПУ - LZ 360 S
-
3-кулачковый патрон со спиральным кольцом d=160 мм (до 4600 об /мин), включая:
1 набор кулачков со ступенями наружу,
1 набор кулачков со ступенями внутрь,
1 безопасный зажимной ключ, распорные болты и гайки с буртиком; - Быстросменный резцедержатель, размер В (с насадкой BD25120);
- Упор станины, стандартный;
- 2 упорных центра DIN 806 - 60°/MK 3;
- 1 переходная коническая втулка MЕ 50/MK 3 для главного шпинделя;
- 1 комплект инструментов (набор ключей, масленка, 5 запасных срезных штифтов);
- 1 предохранительный поводковый патрон в защитной оболочке;
- Система охлаждения, в комплекте;
- Освещение галогенное, в комплекте;
- Амортизирующая плита - 10 шт.;
- Башмаки машинные с регулирующими по высоте винтами - 10 шт.;
- Руководство по эксплуатации с полным комплектом документации;
| Технические данные токарно-винторезного станка | LZ 360 S | |
| Рабочий диапазон | ||
| Высота центров | мм | 175 |
| Наибольший диаметр обрабатываемой детали над станиной | мм | 355 |
| Наибольший диаметр обрабатываемой детали над поперечной кареткой | мм | 195 |
| Межцентровое расстояние согласно DIN 806 | мм | 800 |
| Ширина станины | мм | 260 |
| Шпиндель | ||
| Шпиндельная головка DIN 55027 (стандартно) | размер 5 | |
| Диаметр шпинделя в переднем подшипнике | мм | 70 |
| Отверстие шпинделя | мм | 43 |
| Отверстие цанги (система натяжных цанг 385Е, 386Е) | мм | 26 |
| Внутренний конус по DIN 228 укороченный | МЕ 50 | |
| Центрирующий конус по DIN 806 | МК 3 | |
| Диаметр зажимного патрона норм./макс. | мм | 160/200 |
| Диаметр планшайбы макс. | мм | 300 |
| Хода инструментальной каретки | ||
| Ход поперечной каретки | мм | 185 |
| Ход верхней (продольной) каретки | мм | 115 |
| Диапазон поворота продольной каретки в градусах | +900°/-650° | |
| Инструментальная система станка | размер В | |
| Сечение резца | мм | 20х20 |
| Задняя бабка с маховиком | ||
| Ход пиноли | мм | 110 |
| Диаметр пиноли | мм | 50 |
| Центрирующий конус согласно DIN 228 | МК 3 | |
| Привод (бесступенчатый привод АС) | ||
| Ступени передач | 2 | |
| Ряд V количества оборотов (бесступенчатый) | об/мин | 30 - 750 |
| Ряд W количества оборотов (бесступенчатый) | об/мин | 150 - 3000 |
| Мощность привода (100% ED при 50Гц/87Гц) | кВт | 5,5/9,5 |
| Диапазон подач | ||
| Продольная подача | мм/об | 0,025 - 2,0 |
| Поперечная подача | мм/об | 0,012 - 1,0 |
| Шаг метрической резьбы | мм | 0,2 - 14 |
| Шаг резьбы Withworth | Gg/Z. | 80 - 1,5 |
| Шаг модульной резьбы | модуль | 0,1 - 7,0 |
| Шаг резьбы Diametral Pitch | DP | 200 - 3,5 |
| Занимаемая мощность и вес станка | ||
| Длина х ширина х высота | мм | 1925х900х1400 |
| Вес в зависимости от комплектации | кг | Ок. 1400 |
| Стандартная лакировка | ||
| Лак: RAL 5009 лазурный / RAL 7035 светло-коричневый | ||
Дополнительная информация:
Токарные резцы применяются для обработки различных поверхностей деталей: цилиндрических, конических, фасонных, торцовых и т.д. Резцы классифицируются в зависимости от различных параметров.
По назначению различают резцы: проходные (прямые, отогнутые упорные), подрезные (торцовые), прорезные (канавочные), отрезные, фасонные, резьбовые и расточные.
В зависимости от вида обработки деталей резцы делятся на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, а рабочая часть из специального инструментального материала. Рабочая часть составного резца прикрепляется к державке сваркой, припаиванием или механическим прижимом. По форме лезви... Читать дальше
Дополнительная информация:
Токарные резцы применяются для обработки различных поверхностей деталей: цилиндрических, конических, фасонных, торцовых и т.д. Резцы классифицируются в зависимости от различных параметров.
По назначению различают резцы: проходные (прямые, отогнутые упорные), подрезные (торцовые), прорезные (канавочные), отрезные, фасонные, резьбовые и расточные.
В зависимости от вида обработки деталей резцы делятся на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, а рабочая часть из специального инструментального материала. Рабочая часть составного резца прикрепляется к державке сваркой, припаиванием или механическим прижимом. По форме лезвия различают прямые, отогнутые и оттянутые резцы. В зависимости от расположения режущей кромки резцы делятся на правые и левые. Правый резец работает при движении подачи справа налево (от задней бабки к передней), а левый — слева направо.
Для определения вида резца накладывают ладонь правой руки на переднюю поверхность. Если направления большого пальца и главной режущей кромки совпадают, то резец правый; если нет, то левый. Токарный резец состоит из режущей части — лезвия резца, которое осуществляет процесс резания, и державки, которая используется для закрепления резца в резцедержателе. Лезвие резца имеет следующие элементы: переднюю поверхность, по которой сходит стружка; задние поверхности (главную и вспомогательную), обращенные к обрабатываемой заготовке; режущие кромки (главную, образованную пересечением передней и главной задней поверхностей, и вспомогательную, образованную пересечением передней и задней вспомогательной поверхностей); вершину лезвия — место сопряжения главной и вспомогательной режущих кромок (рис, 1).
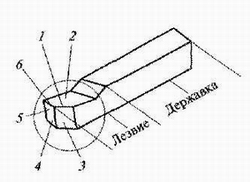
Рис. 1. Элементы токарного резца: 1 — главная режущая кромка К: 2 — передняя поверхность лезвия А, 3 — главная задняя поверхность лезвия Аa, 4 — вспомогательная задняя поверхность лезвия, 5 — вершина лезвия, 6 — вспомогательная режущая кромка К”.
Поверхности резца затачиваются под определенными углами, что обеспечивает режущую способность инструмента. Для определения углов резца вводятся понятия плоскости резания и основной плоскости (ГОСТ 25762—83). Плоскостью резания называют плоскость, касательную к режущей кромке в рассматриваемой точке и; перпендикулярную к основной плоскости. Основной плоскостью; называют плоскость, проведенную через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движений резания в этой точке. Углы лезвия разделяют на главные и вспомогательные. Главные углы лезвия измеряют в главной секущей плоскости, т.е. плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость (рис. 1.8). Главным задним углом лезвия а называется угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания. Углом заострения b называется угол в секущей плоскости между передней и задней: поверхностям и лезвия. Передним углом лезвия y называется угол, расположенный в секущей плоскости между передней поверхностью лезвия и основной плоскостью.
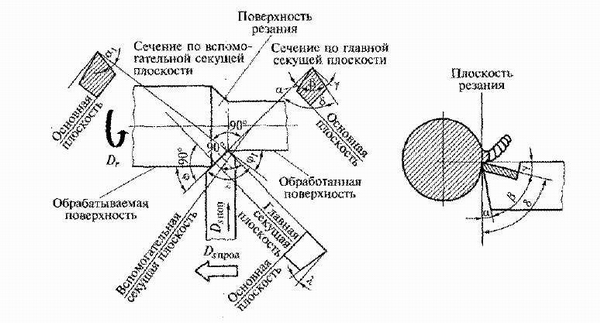
Рис. 2. Угла лезвия резца: y — передний угол, b — угол заострения, а — вспомогательный угол в плане, Dr — главное движение, Dsпоп — движение поперечной подачи Dsпрод — движение продольной подачи Сумма углов равна а + в + у = 90°. Углом резания 5 называется угол в секущей плоскости между передней поверхностью лезвия и плоскостью резания. Главным углом в плане ф называется угол в основной плоскости между плоскостью резания и рабочей плоскостью, в которой расположены направления скоростей главного движения резания и движения подачи. Вспомогательным углом называется угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью. Углом при вершине лезвия е называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Углом наклона главной режущей кромки X называется угол в плоскости резания между режущей кромкой и основной плоскостью. Заточка резцов
Заточка резцов является основным способом получения требуемой геометрии инструмента, т.е. углов, под которыми располагаются поверхности лезвия. Заточка необходима как при изготовлении инструментов так и при их износе, который возникает в результате трения сбегающей стружки о переднюю поверхность лезвия и заднюю поверхность заготовки. Изношенным инструментом работать нельзя, так как резко снижается качество и точность обработки изделий, поэтому необходимо систематически перетачивать резцы. На крупных предприятиях резцы перетачивают централизованно в специальных инструментальных цехах. Рабочий сдает изношенный резец в инструментальную кладовую, а взамен получает заточенный. В ремонтных цехах, в различных мастерских, в механических цехах единичного производства токарю приходится затачивать инструмент самостоятельно на точильно-шлифовальных станках. На станине этого станка располагается шпиндельная головка со встроенным двухскоростным электродвигателем. На обоих выходных концах вала ротора крепятся шлифовальные круги. Один из них изготовлен из электрокорунда и используется для заточки резцов из быстрорежущей стали, другой — из зеленого карбида кремния и используется для заточки твердосплавных резцов (рис. 3).
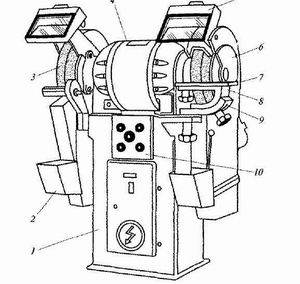
Рис. 3. Точильно-шлифовальный станок: 1 — станина. 2 — резервуар для воды, 3 — шлифовальный круг, 4 — шпиндельная головка, 5 — щиток, 6 — защитный кожух, 7 — регулируемый подручник, 8 — поворотный сегмент, 9 — поворотный столик, 10 — пульт управления.
При заточке резец укладывают основанием на подручник. Сегментом и поворотным столиком регулируют положение резца по отношению к центру шлифовального круга и устанавливают под требуемым углом к рабочей поверхности круга. Вершина лезвия должна находиться на уровне центра круга или несколько выше его (но не более чем на 10 мм). При заточке резец слегка прижимают затачиваемой поверхностью к вращающемуся кругу, а чтобы износ круга происходил равномерно, и затачиваемая поверхность получилась плоской, резец непрерывно передвигают вдоль рабочей поверхности круга. Сначала затачивают главную и вспомогательную задние поверхности лезвия, затем переднюю поверхность. На пересечении главной и вспомогательной режущих кро¬мок делают фаску или скругление. После заточки осуществляют доводку (притирку) задних и передних поверхностей на узких участках вдоль режущей кромки, что обеспечивает спрямление кромки и повышение стойкости резца. Доводку резца выполняют на эльборовых (для быстрорежущей стали) или алмазных (для твердого сплава) доводочных кругах. Углы заточки поверхности лезвия контролируют специальными шаблонами или угломерами.
При работе на заточном станке должны соблюдаться следующие правила безопасности труда:
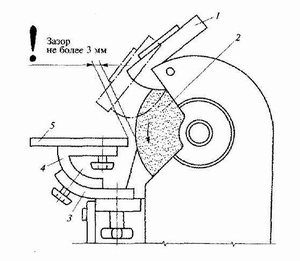
Рис. 4 . Схема установки подручника: щиток; 2 — шлифовальный круг; 3 - поворотный столик; поворотный сегмент; 5 - регулируемый подручник.
• прежде чем приступить к заточке, необходимо убедиться в полной исправности всех механизмов станка, в наличии исправного ограждения круга и правильности направления его вращения (круг должен вращаться на резец);
• проверить правильность установки подручника: зазор между рабочей поверхностью круга и подручником не должен превышать 3 мм (рис. 4). Перестановка подручника допускается только после полной остановки круга;
• запрещается работа без подручника и без ограждения круга;
• перед заточкой следует закрыть зону заточки защитным прозрачным экраном или надеть защитные очки. Для уменьшения величины износа резца при эксплуатации и сокращения числа переточек токарь должен соблюдать следующие правила пользования резцами:
• перед выключением подачи отводить резец от заготовки, что предохраняет режущую кромку от выкрашивания;
• не допускать значительного затупления поверхности лезвия по задней поверхности, перетачивать резец до наступления разрушения режущей кромки, т.е. при ширине изношенной площадки на главной задней поверхности 1... 1,5 мм;
• периодически доводить режущую кромку поверхности лезвия мелкозернистым абразивным или алмазным бруском непосредственно в резцедержателе, что удлиняет срок службы резца;
• не складывать резцы в инструментальный шкаф «навалом»;
• следить, чтобы кромки резцов не касались стенок инструментального шкафа, не ударялись о твердые предметы. 1.6. Элементы режима резания при точении Для того чтобы производить обработку детали, на станке необходимо установить определенные режимы резания: глубину резания, подачу, скорость резания и частоту вращения шпинделя. Глубина резания t, мм, - толщина слоя металла, срезаемого за один рабочий ход резца. Глубина резания измеряется в направлении, перпендикулярном обработанной поверхности. При наружном продольном точении глубина резания определяется как полуразность диаметров обрабатываемой и обработанной поверхностей. При растачивании глубина резания представляет собой полуразность между диаметром отверстия после обработки и диаметром отверстия до обработки. При подрезании торца глубиной резания является размер срезаемого слоя, измеряемый перпендикулярно обработанному торцу, а при прорезании (вытачивании канавок) и отрезании глубина резания равна ширине канавки, образуемой резцом (рис. 5).
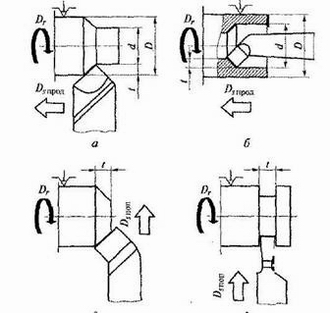
Рис. 5. Глубина резания при различных видах токарной обработки: а — наружном точении (обтачивание); б — растачивании; в — подрезании торца; г — вытачивании канавок; Д, — главное движение; Dsпоп — движение поперечной подачи; Dsпрод — движение продольной подачи; В — диаметр заготовки; d —диаметр готовой детали
Подача sо, мм/об, — путь перемещения режущей кромки инструмента в направлении движения подачи за один оборот заготовки. Скорость резания — это длина пути, пройденного режущей кромкой инструмента относительно обрабатываемой поверхности заготовки в единицу времени. Скорость резания измеряется в м/мин и обозначается буквой v.
Скорость резания можно определить по формуле V=пDn/1000
где D — диаметр заготовки, мм; п — частота вращения шпинделя, мин -1 На станке с помощью рукояток управления можно установить не скорость резания, а частоту вращения шпинделя, мин"1 (если известна скорость резания), которую определяют по формуле П=1000v/ПD Скорость резания в этом случае рекомендуется выбирать по справочнику в зависимости от глубины резания, подачи, материала заготовки, материала резца и вида обработки.









