
















Модель::
Тип станка:
Тех. состояние::
Страна:
- Европа
Вид оборудования:
Универсальный токарный станок с числовым программным управлением (ЧПУ), оборудованный модулем 840 D sl производства фирмы Siemens для обработки в патроне и обработки прутковой заготовки.
350 CNC T
Шпиндель станка с ременным приводом, задняя бабка, оснащенная пинолью с гидроприводом, 8-ми позиционной револьверной головкой, диаметр отверстия шпинделя 20 мм
350 CNC TM
Шпиндель станка с ременным приводом, задняя бабка, оснащенная пинолью с гидроприводом, 8-ми позиционной револьверной головкой с инструментами, оснащенными механическими приводом, диаметр отверстия шпинделя 20 мм и ось С
| Технические данные универсального токарного станка с ЧПУ | GDW-350CNC | |
| Рабочая зона | ||
| Наибольший диаметр | мм | 350 |
| Диаметр изделия, устанавливаемого на станок | мм | 190 |
| Поперечная подача X | мм | 155 |
| Продольная подача Z | мм | 400 |
| Инструментальная система | ||
| Дисковая револьверная головка | ||
| Количество позиций настройки инструментов | 8 | |
| Диаметр отверстий резцедержателей согласно стандарту DIN 69880 | мм | 20 |
| Зажимное приспособление с максимальным размером отверстия | мм | 16х16 |
| Привод вращения инструмента только для моделей серии TM | ||
| Количество позиций настройки инструментов | 8 | |
| Тяговая способность | кН | макс 0.2 |
| Крутящий момент | Нм | 8 |
| Диаметр отверстия резцедержателей с механическим приводом | мм | 20 |
| Максимальное количество оборотов привода вращения инструмента | мин-1 | 4000 |
| Шпиндельная бабка и привод главного движения | ||
| Шпиндельная бабка согласно стандарту DIN 55026 A | размер 5 | |
| Диапазон скоростей | мин-1 | 30-6000 |
| Крутящий момент основного шпинделя станка | Нм | 57/70 |
| Диаметр шпинделя в передней опоре | мм | 70 |
| Диаметр отверстия шпинделя | мм | 43 |
| Наибольший диаметр прутка в подающей трубе | мм | 32 |
| Диаметр зажимного патрона | мм | 160 |
| Производительность при 100/60% ED. за 1500 мин-1 | кВт | 5.5/7.5 |
| Зажимное приспособление | ||
| Полый гидравлический зажимной цилиндр | ||
| Диаметр отверстия | мм | 43 |
| Максимальное рабочее давление | бар | 40 |
| Осевое усилие при давлении 40 бар | даН | 2100 |
| Привод подачи | ||
| Мощность подачи X / Z | даН | 500 |
| Скорость при ускоренной подаче X / Z | м/мин | 25/30 |
| Гидравлическая система | ||
| Максимальное давление системы | бар | 50 |
| Задняя бабка | ||
| Шпиндель с гидравлическим приводом | импульсов/мм | 100 |
| Ручная подача возможна | ||
| Натяжное приспособление для токарного многоцелевого станка | MT | 3 |
| Усилие резания | даН | 250 |
| Размеры | ||
| Длина/ширина/высота | мм | 2100/1800/1700 |
| Высота токарного многоцелевого станка от пола | мм | 1050 |
| Вес токарного станка | ||
| Станок представляет собой единую транспортировочную единицу | кг | 2800 |
| Стандартный цвет | ||
| Токарный станок | светло-серый | RAL 7035 |
| Блок контрольно-измерительных приборов | светло-серый | RAL 7035 |
| Подвижный кожух | темно-серый | 2 RAL 7046 |
| Основание токарного станка / шкаф управления | светло-серый | RAL 7035 |
| Электрическое соединение | ||
| Подключенная нагрузка станка | кВ-А | 15 |
Дополнительная информация:
Токарные станки с ЧПУ предназначены для наружной и внутренней обработки сложных заготовок деталей типа тел вращения. Они составляют самую значительную группу по номенклатуре в парке станков с ЧПУ. На токарных станках с ЧПУ выполняют традиционный комплекс технологических операций: точение, отрезку, сверление, нарезание резьбы и др.
В основе классификации токарных станков с ЧПУ лежат следующие признаки:
- расположение оси шпинделя (горизонтальные и вертикальные токарные станки);
- число используемых в работе инструментов (одно- и многоинструментальные токарные станки);
- способы их закрепления (на суппорте, в револьверной головке, в магазине инструментов);
- вид выполняемых работ (центровые, патронные, патронно-центровые, карусельные, прутковые токарные станки);
- степень автоматизации (полуавтоматы и автоматы).
Центровые
Дополнительная информация:
Токарные станки с ЧПУ предназначены для наружной и внутренней обработки сложных заготовок деталей типа тел вращения. Они составляют самую значительную группу по номенклатуре в парке станков с ЧПУ. На токарных станках с ЧПУ выполняют традиционный комплекс технологических операций: точение, отрезку, сверление, нарезание резьбы и др.
В основе классификации токарных станков с ЧПУ лежат следующие признаки:
- расположение оси шпинделя (горизонтальные и вертикальные токарные станки);
- число используемых в работе инструментов (одно- и многоинструментальные токарные станки);
- способы их закрепления (на суппорте, в револьверной головке, в магазине инструментов);
- вид выполняемых работ (центровые, патронные, патронно-центровые, карусельные, прутковые токарные станки);
- степень автоматизации (полуавтоматы и автоматы).
Центровые токарные станки с ЧПУ служат для обработки заготовок деталей типа валов с прямолинейным и криволинейным контурами. На этих станках можно нарезать резьбу резцом по программе.
Патронные токарные станки с ЧПУ предназначены для обточки, сверления, развертывания, зенкерования, цекования, нарезания резьбы метчиками в осевых отверстиях деталей типа фланцев, зубчатых колес, крышек, шкивов и др.; возможно нарезание резцом внутренней и наружной резьбы по программе.
Патронно-центровые токарные станки с ЧПУ служат для наружной и внутренней обработки разнообразных сложных заготовок деталей типа тел вращения и обладают технологическими возможностями токарных центровых и патронных станков.
Карусельные токарные станки с ЧПУ применяют для обработки заготовок сложных корпусов.
Токарные станки с ЧПУ (рис. 1) оснащают револьверными головками или магазином инструментов. Револьверные головки бывают четырех-, шести- и двенадцатипозиционные, причем на каждой позиции можно устанавливать по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпен¬дикулярно к ней или наклонно.
При установке на станке двух револьверных головок в одной из них (7) закрепляют инструменты для наружной обработки, в другой (2) — для внутренней (см. рис. 1). Такие головки могут располагаться соосно одна относительно другой или иметь разное расположение осей. Индексирование револьверных головок производится, как правило, путем применения закаленных и шлифованных плоскозубчатых торцовых муфт, которые обеспечивают высокую точность и жесткость индексирования головки. В пазы револьверных головок устанавливают сменные взаимозаменяемые инструментальные блоки, которые настраивают на размер вне станка, на специальных приборах, что значительно повышает производительность и точность обработки. Резцовые блоки в револьверной головке базируют или на призме, или цилиндрическим хвостовиком 6 (рис. 2). Резец закрепляют винтами через прижимную планку 3. Для установки резца по высоте центров служит подкладка 2. Два регулировочных винта 5, расположенных под углом 45° один к другому, позволяют при наладке вывести вершину резца на заданные координаты. Подача СОЖ в зону резания осуществляется через канал в корпусе 7, заканчивающийся соплом 4, позволяющим регулировать направление подачи СОЖ.
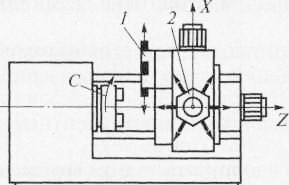
Рис. 1. Токарный станок с ЧПУ: 1,2— револьверные головки
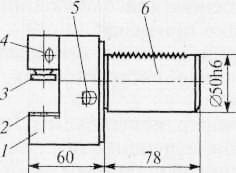
Рис. 2. Резцовый блок с цилиндрическим хвостовиком: 1 — корпус; 2 — подкладка; 3 — прижимная планка; 4 — сопло; 5 — винты; 6 — хвостовик
Магазины инструментов (вместимостью 8...20 инструментов) применяют редко, так как практически для токарной обработки одной заготовки требуется не более 10 инструментов. Использование большего числа инструментов целесообразно в случаях точения труднообрабатываемых материалов, когда инструменты имеют малый период стойкости.
Расширение технологических возможностей токарных станков возможно благодаря стиранию грани между токарными и фрезерными станками, добавлению внецентрового сверления, фрезерования контура (т.е. программируется поворот шпинделя); в некоторых случаях возможно резьбонарезание несоосных элементов заготовок.
Общие сведения о системах управления и станках с ЧПУ
Под управлением станком принято понимать совокупность воздействий на его механизмы, обеспечивающие выполнение технологического цикла обработки, а под системой управления — устройство или совокупность устройств, реализующих эти воздействия.
Числовое программное управление (ЧПУ) — это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами. Управление технологическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реализуемых на основе принципов цифровых электронных вычислительных устройств.
В табл. 1 перечислены цели и функции современного многоуровневого устройства ЧПУ (УЧПУ).
|
Системы ЧПУ практически вытесняют другие типы систем управления.
|
|
Цели и функции многоуровневых устройств ЧПУ
|
|
Уровни Цель Функции |
|
I Обеспечение обработки заготовок на станке Управление циклом работы станка Контроль перемещения рабочих органов станка |
|
II Получение информации о функционировании станка Принятие инженером-технологом и (или) оператором решения о правильности работы станка и выявление неисправностей на основании информации о работе станка |
|
III Получение исходных данных для организации производства в цеху (на заводе) Принятие инженером-технологом и (или) оператором на основании информации о работе станка квалифицированных решений по управлению производством |
По технологическому назначению и функциональным возможностям системы ЧПУ подразделяют на четыре группы:
- позиционные, в которых задают только координаты конечных точек положения исполнительных органов после выполнения ими определенных элементов рабочего цикла;
- контурные или непрерывные, управляющие движением исполнительного органа по заданной криволинейной траектории;
- универсальные (комбинированные), в которых осуществляется программирование как перемещений при позиционировании, так и движения исполнительных органов по траектории, а также смены инструментов и загрузки-выгрузки заготовок.
- многоконтурные системы, обеспечивающие одновременное или последовательное управление функционированием ряда узлов и механизмов станка.
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные токарные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков.
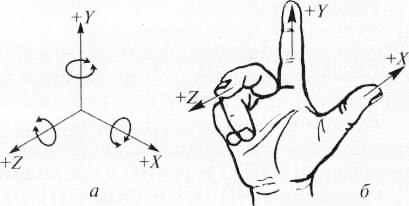
Рис. 3. Расположение осей координат в станках с ЧПУ (а); правосторонняя система координат (б)
К четвертой группе относятся бесцентровые круглошлифовальные токарные станки, в которых от систем ЧПУ управляют различными механизмами: правки, подачи бабок и т.д. Существуют позиционные, контурные, комбинированные и многоконтурные (рис. 4, а) циклы управления.
По способу подготовки и ввода управляющей программы различают так называемые оперативные системы ЧПУ (в этом случае управляющую программу готовят и редактируют непосредственно на станке, в процессе обработки первой детали из партии или имитации ее обработки) и системы, для которых управляющая программа готовится независимо от места обработки детали. Причем независимая подготовка управляющей программы может выполняться либо с помощью средств вычислительной техники, входящих в состав системы ЧПУ данного станка, либо вне ее (вруч¬ную или с помощью системы автоматизации программирования).
Программируемые контроллеры — это устройства управления электроавтоматикой станка. Большинство программируемых контроллеров имеют модульную конструкцию, в состав которой входят источник питания, процессорный блок и программируемая память, а также различные модули входов/выходов. Для создания и отладки программ работы станка применяют программирующие аппараты. Принцип работы контроллера: опрашиваются необходимые входы/выходы и полученные данные анализируются в процессорном блоке. При этом решаются логические задачи и результат вычисления передается на соответствующий логический или физический выход для подачи в соответствующий механизм станка.
В программируемых контроллерах используют различные типы памяти, в которой хранится программа электроавтоматики станка: электрическую перепрограммируемую энергонезависимую память; оперативную память со свободным доступом; стираемую ультрафиолетовым излучением и электрически перепрограммируемую.
Программируемый контроллер имеет систему диагностики: входов/выходов, ошибки в работе процессора, памяти, батареи, связи и других элементов. Для упрощения поиска неисправностей современные интеллектуальные модули имеют самодиагностику.
Программоноситель может содержать как геометрическую, так и технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка, а геометрическая — характеризует форму, размеры элементов обрабатываемой заготовки и инструмента и их взаимное положение в пространстве.
Токарные станки с программным управлением (ПУ) по виду управления подразделяют на токарные станки с системами циклового программного управления (ЦПУ) и токарные станки с системами числового программного управления (ЧПУ). Системы ЦПУ более просты, так как в них программируется только цикл работы станка, а величины рабочих перемещений, т.е. геометрическая информация, задаются упрощенно, например, с помощью упоров. В станках с ЧПУ управление осуществляется от программоносителя, на который в числовом виде занесена и геометрическая, и технологическая информация.
В отдельную группу выделяют токарные станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное устройство для задания координат нужных точек (преднабор координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация). В таких станках можно применять или преднабор координат или цифровую индикацию; исходную программу работы задает станочник.
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1 — токарные станки с цифровой индикацией и преднабором координат; Ф2 — токарные станки с позиционными и прямоугольными системами ЧПУ; ФЗ — токарные станки с контурными системами ЧПУ и Ф4 — токарные станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют токарные станки, имеющие ЧПУ для многоконтурной обработки, например бесцентровые круглошлифовальные токарные станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами — индекс Т (например, 16К20Т1).
ЧПУ обеспечивает управление движениями рабочих органов станка и скоростью их перемещения при формообразовании, а также последовательностью цикла обработки, режимами резания, различными вспомогательными функциями.
Система числового программного управления (СЧПУ) — это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками это часть СЧПУ, выполненная как единое целое с ней и осуществляющая выдачу управляющих воздействий по заданной программе.
В международной практике приняты следующие обозначения: NC-ЧПУ; HNC — разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д.; SNC — устройство ЧПУ, имеющее память для хране¬ния всей управляющей программы; CNC — управление автоном¬ным станком с ЧПУ, содержащее мини-ЭВМ или процессор; DNC — управление группой станков от общей ЭВМ.
Для станков с ЧПУ стандартизованы направления перемещений и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят один от другого. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, то ее положение выбирают перпендикулярно плоскости крепления детали. Положительное направление оси Z— от устройства крепления детали к инструменту. Тогда оси Х и Y расположатся так, как это показано на рис. 1.
Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовляемой детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок.
При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять и в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать токарные станки с ЧПУ. В последнее время широко используют автономные токарные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Принципиальная особенность станка с ЧПУ — это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80...90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением.
Основные преимущества станков с ЧПУ:
- производительность станка повышается в 1,5... 2,5 раза по сравнению с производительностью аналогичных станков с ручным управлением;
- сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата;
- снижается потребность в квалифицированных рабочих-станочниках, а подготовка производства переносится в сферу инженерного труда;
- детали, изготовленные по одной программе, являются взаимозаменяемыми, что сокращает время пригоночных работ в процессе сборки;
- сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря предварительной подготовке программ, более простой и универсальной технологической оснастке;
- снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
Конструктивные особенности станков с ЧПУ
Токарные станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы. Конструкция станков с ЧПУ должна, как правило, обеспечить совмещение различных видов обработки (точение — фрезерование, фрезерование — шлифование), удобство загрузки заготовок, выгрузки деталей (что особенно важно при использовании промышленных роботов), автоматическое или дистанционное управление сменой инструмента и т.д.
Повышение точности обработки достигается высокой точностью изготовления и жесткостью станка, превышающей жесткость обычного станка того же назначения, для чего производят сокращение длины его кинематических цепей: применяют автономные приводы, по возможности сокращают число механических передач. Приводы станков с ЧПУ должны также обеспечивать высокое быстродействие.
Повышению точности способствует и устранение зазоров в передаточных механизмах приводов подач, снижение потерь на трение в направляющих и других механизмах, повышение виброустойчивости, снижение тепловых деформаций, применение в станках датчиков обратной связи. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный разогрев станка и его гидросистемы.
Температурную погрешность станка можно также уменьшить, вводя коррекцию в привод подач от сигналов датчиков температур.
Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения дополнительных ребер жесткости. Повышенную жесткость имеют и подвижные несущие элементы (суппорты, столы, салазки). Столы, например, конструируют коробчатой формы с продольными и поперечными ребрами. Базовые детали изготовляют литыми или сварными. Наметилась тенденция выполнять такие детали из полимерного бетона или синтетического гранита, что в еще большей степени повышает жесткость и виброустойчивость станка.
Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу трения, что позволяет снизить мощность следящего привода, увеличить точность перемещений, уменьшить рассогласование в следящей системе.
Направляющие скольжения станины и суппорта для уменьшения коэффициента трения создают в виде пары скольжения «сталь (или высококачественный чугун) — пластиковое покрытие (фторопласт и др.)».
Направляющие качения имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент трения практически не зависит от скорости движения. В качестве тел качения используют ролики. Предварительный натяг повышает жесткость направляющих в 2...3 раза, для создания натяга используют регулирующие устройства.
Приводы и преобразователи для станков с Ч П У. В связи с развитием микропроцессорной техники применяются преобразователи для приводов подачи и главного движения с полным микропроцессорным управлением — цифровые преобразователи или цифровые приводы. Цифровые приводы представляют собой электродвигатели, работающие на постоянном или переменном токе. Конструктивно преобразователи частоты, сервоприводы и устройства главного пуска и реверса являются отельными электронными блоками управления.
Привод подачи для станков с ЧПУ. В качестве привода используют двигатели, представляющие собой управляемые от цифровых преобразователей синхронные или асинхронные машины. Бесколлекторные синхронные (вентильные) двигатели для станков с ЧПУ изготовляют с постоянным магнитом на основе редкоземельных элементов и оснащают датчиками обратной связи и тормозами. Асинхронные двигатели применяют реже, чем синхронные. Привод движения подач характеризуется минимально возможными зазорами, малым временем разгона и торможения, небольшими силами трения, уменьшенным нагревом элементов привода, большим диапазоном регулирования. Обеспечение этих характеристик возможно благодаря применению шариковых и гидростатических винтовых передач, направляющих качения и гидростатических направляющих, беззазорных редукторов с короткими кинематическими цепями и т.д.
Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного тока — для больших мощностей и постоянного тока — для малых мощностей. В качестве приводов служат трехфазные четырехполюсные асинхронные двигатели, воспринимающие большие перегрузки и работающие при наличии в воздухе металлической пыли, стружки, масла и т.д. Поэто¬му в их конструкции предусмотрен внешний вентилятор. В двигатель встраивают различные датчики, например датчик положения шпинделя, что необходимо для ориентации или обеспечения независимой координаты.
Преобразователи частоты для управления асинхронными двигателями имеют диапазон регулирования до 250. Преобразователи представляют собой электронные устройства, построенные на базе микропроцессорной техники. Программирование и параметрирование их работы осуществляются от встроенных программаторов с цифровым или графическим дисплеем. Оптимизация управления достигается автоматически после введения параметров электродвигателя. В математическом обеспечении заложена возможность настройки привода и пуск его в эксплуатацию.
Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Конструкция шпинделя значительно усложняется из-за встроенных в него устройств автоматического разжима и зажима инструмента, датчиков при адаптивном управлении и автоматической диагностике.
Опоры шпинделей должны обеспечить точность шпинделя в течение длительного времени в переменных условиях работы, повышенную жесткость, небольшие температурные деформации. Точность вращения шпинделя обеспечивается прежде всего высокой точностью изготовления подшипников.
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния зазоров и повышения жесткости опор обычно устанавливают подшипники с предварительным натягом или увеличивают число тел качения. Подшипники скольжения в опорах шпинделей применяют реже и только при наличии устройств с периодическим (ручным) или автоматическим регулированием зазора в осевом или радиальном направлении. В прецизионных станках применяют аэростатические подшипники, в которых между шейкой вала и поверхностью подшипника находится сжатый воздух, благодаря этому снижается износ и нагрев подшипника, повышается точность вращения и т.п.
Привод позиционирования (т.е. перемещения рабочего органа стан¬ка в требуемую позицию согласно программе) должен иметь высокую жесткость и обеспечивать плавность перемещения при малых скоростях, большую скорость вспомогательных перемещений рабочих органов (до 10 м/мин и более).
Вспомогательные механизмы станков с ЧПУ включают в себя устройства смены инструмента, уборки стружки, систему смазывания, зажимные приспособления, загрузочные устройства и т.д. Эта группа механизмов в станках с ЧПУ значительно отличается от аналогичных механизмов, используемых в обычных универсальных станках. Например, в результате повышения производительности станков с ЧПУ произошло резкое увеличение количества сходящей стружки в единицу времени, а отсюда возникла необходимость создания специальных устройств для отвода стружки. Для сокращения потерь времени при загрузке применяют приспособления, позволяющие одновременно устанавливать заготовку и снимать деталь во время обработки другой заготовки.
Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные затраты времени на смену инструмента, высокую надежность в работе, стабильность положения инструмента, т.е. постоянство размера вылета и положения оси при повторных сменах инструмента, иметь необходимую вместимость магазина или револьверной головки.
Револьверная головка — это наиболее простое устройство смены инструмента: установку и зажим инструмента осуществляют вручную. В рабочей позиции один из шпинделей приводится во вращение от главного привода станка. Револьверные головки устанавливают на токарные, сверлильные, фрезерные, многоцелевые токарные станки с ЧПУ; в головке закрепляют от 4 до 12 инструментов.









