")
 фото 2")
 фото 3")
 фото 4")
 фото 5")
 фото 6")
 фото 7")
 фото 8")
 фото 9")
 фото 10")
 фото 11")
 фото 12")
 фото 13")
 фото 14")
 фото 15")
 фото 16")
 фото 17")
 фото 18")
 фото 19")
")
 фото 2")
 фото 3")
 фото 4")
 фото 5")
 фото 6")
 фото 7")
 фото 8")
 фото 9")
 фото 10")
 фото 11")
 фото 12")
 фото 13")
 фото 14")
 фото 15")
 фото 16")
 фото 17")
 фото 18")
 фото 19")
Модель::
Тип станка:
Тех. состояние::
Страна:
- Китай
Вид оборудования:
- Главный модуль со станциями пробивки, резки и маркировки
- Крестовой (поперечный) конвейер из 4 частей по 4 метра
- Входной конвейер 12 метров
- Выходной конвейер 12 метров
- Каретка с ЧПУ для подачи
- 6 пуансонов (по три на каждую полку)
- 1 набор для резки (1 лезвие)
- Набор оборудования для маркировки (4 контейнера с символами (сменные), закрепленные на матрицах)
- Фиксатор материала и поддерживающая система
- Пульт управления Мицубиши на русском языке. Электрический шкаф
- ПО для импорта САПР (файлы dxf, dstv ) на русском языке
- Гидравлическая станция
- Опоры станка, приспособления для выравнивания фундамента
- Документы: Инструкция, Руководство по управлению, чертежи главных частей.
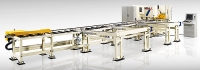
Центры обработки уголка VELMARD с ЧПУ модель 160 – широко используемые производительные станки для обработки уголков от заготовки до готовой детали за один раз. Они разработаны для изготовления легких и средних решетчатых опор ЛЭП. Станки модели с ЧПУ модель 160 закрывают четыре операции обработки уголкового профиля: маркировка, пробивка резка. Станок состоит из 6 основных частей: система поперечных конвейеров с замкнутым V-образным подъемным устройством (для загрузки уголкового профиля), подающий конвейер с кареткой, станция маркировки, станция пробивки, станция резки, выводной конвейер с устройством сброса деталей под углом 45º.

Автоматические линии VELMARD модель 160 с ЧПУ могут пробивать не только круглые отверстия в стальных уголках, но и овальные, которые обычно используются для изготовления телекоммуникационных вышек.
Преимущества станка
- Изготовление деталей за один производственный цикл, сокращается время необходимое на переналадку оборудования и использование ручного труда
- Точность в позиционировании пробиваемых отверстий и реза
- Мощная система гидравлики гарантирует качество пробивки и резки
- Простая в управлении и доступная для оператора и обслуживающего персонала операционная система станка
- Быстрая окупаемость станка
Характеристики станков
|
Модель |
140 |
160 |
|
|
Рабочий диапазон |
|||
|
Минимальный уголок |
50 x 50 x 4 mm |
40 x 40 x 3mm |
|
|
Максимальный уголок |
140 x 140 x 12 mm |
160 x 160 x 16mm |
|
|
Максимальная длина уголка |
12 000 mm |
12 000 mm |
|
|
Станция пробивки |
|||
|
Мощность |
540 kN |
950 kN |
|
|
Диаметр пробивки/ толщина |
круг: Φ25.5 / 12 mm овал: 10 x 18 / 12 mm |
круг: Φ30 / 16 mm овал: 30 x 22/ 16 mm |
|
|
Пробивок на полку уголка |
2 |
3 |
|
|
Расстояние от обушка |
15 ~ 110 mm |
20 ~ 160 mm |
|
|
Станция резки |
|||
|
Мощность |
750 kN |
1500 kN |
|
|
Резка |
Сложный рез |
Простой рез |
|
|
Время цикла резки |
3.7 seconds |
3.5 seconds |
|
|
Мах толщина уголка |
12 mm |
16 mm |
|
|
Станция маркировки |
|||
|
Мощность |
540 kN |
540 kN |
|
|
Размер маркировочных знаков |
14 x 10 x 1mm |
14 x 10 x 1mm |
|
|
К-во маркировочных матриц: |
4 |
4 |
|
|
К-во маркировочных знаков в матрице: |
10 |
10 |
|
|
Системное обеспечение |
|||
|
Тип |
ПК+ Mitsubishi PLC+оборудование |
ПК+ Mitsubishi PLC+оборудование |
|
|
Совместимые программы |
CAD-DXF, DSTV |
CAD-DXF, DSTV |
|
|
Программирование вручную |
есть |
есть |
|
|
Система подачи и вывода материала |
|||
|
Поперечный конвейер |
4 части по 4 м каждая |
4 части по 4 м каждая |
|
|
Подающий конвейер |
Подача каретки 40 м/мин |
Подача каретки 40 м/мин |
|
|
Выводной конвейер |
Сброс детали на выходе 45° |
Сброс детали на выходе 45° |
|
|
Мощность двигателя каретки |
3кВ |
3кВ |
|
|
Общие сведения о станке |
|||
|
Размеры (Д Ш В) |
25400 x 7000 x 2200mm |
26000 x 7000 x 3000mm |
|
|
Общий вес |
14,500 kg |
16,000 kg |
|
|
Общая мощность |
35 kW |
37 kW |
|
- Описание линии для обработки уголков
Система подачи:
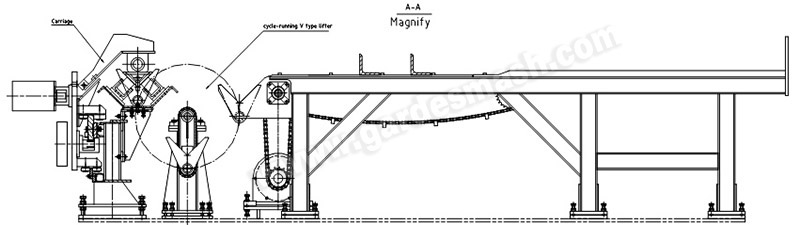
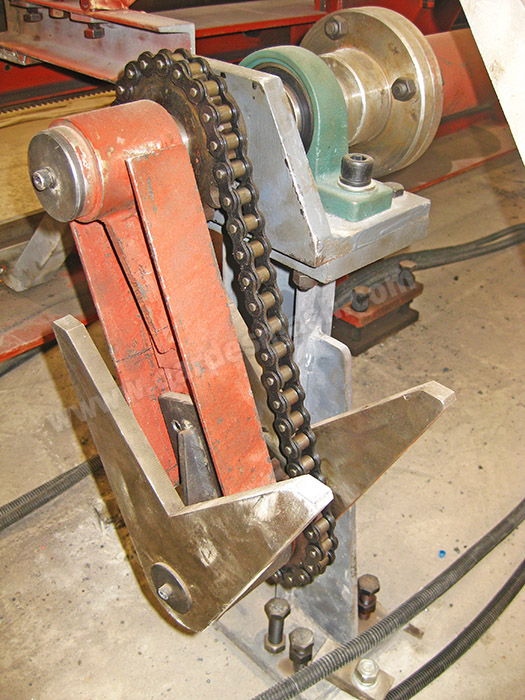
Система загрузки уголкового профиля состоит из 4-х поперечных конвейеров, которые используются также как и накопители. Циклично движущиеся V-образные устройства поперечных конвейеров предназначены для загрузки уголка на подающий конвейер


Каретка подачи, управляемая серводвигателем 5кВ, максимальную скорость подачи до 40 м/мин. Каретка с регулируемым пинцетным зажимом для уголка длиной 12/14 м, с ЧПУ по оси Х.

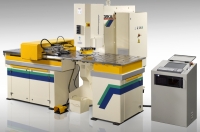
Корпус станка
Рама станка - тяжелый жесткий стальной каркас с установленными на нем станциями для пробивки, маркировки и резки.
Такая конструкция обеспечивает стабильную работу всех рабочих станций.
Устройство для маркировки: четыре сменных матриц для маркировочных символов
Выбор матриц - согласно программе ЧПУ.
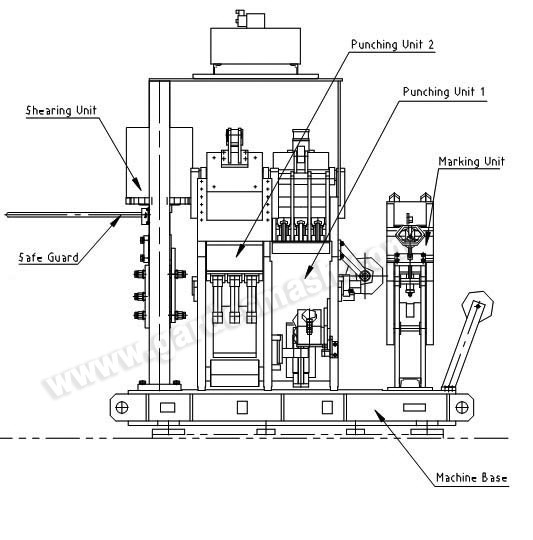
Станция пробивки: состоит из двух станций, по одной на каждой оси Y и Z, расположенных друг напротив друга и смонтированных на раме станка. Для компактности, гидравлические цилиндры располагаются сверху станций пробивки.

Станция резки: верхний, подвижный нож закреплен внизу гидравлического цилиндра, два неподвижных ножа крепятся к корпусу станка. Специальное ограждение безопасности U-образного типа в зоне станции резки, предназначено, чтобы оператор не попал в рабочую зону, в процессе работы станка.
Станция маркировки
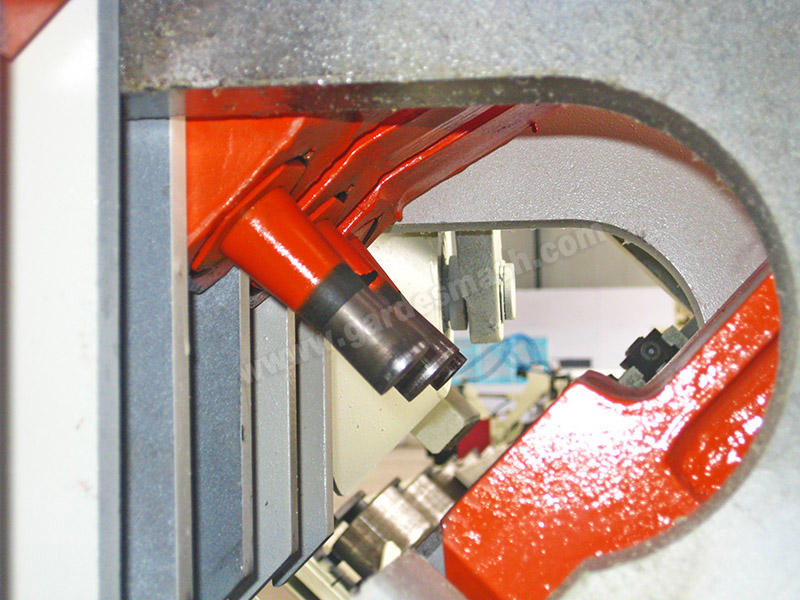
Разработана для выдавливания маркировочных символов на полке уголка. Маркировочный блок состоит из четырех маркировочных матриц, расположенных в ряд с низу в верх. Позиционирование маркировки производится вручную, путем опускания или поднятия станции по салазкам, с помощью регулировочного колеса. Глубина выдавливания маркировочных символов в полке уголка - 1мм, поэтому символы хорошо видно после покраски или оцинкования.

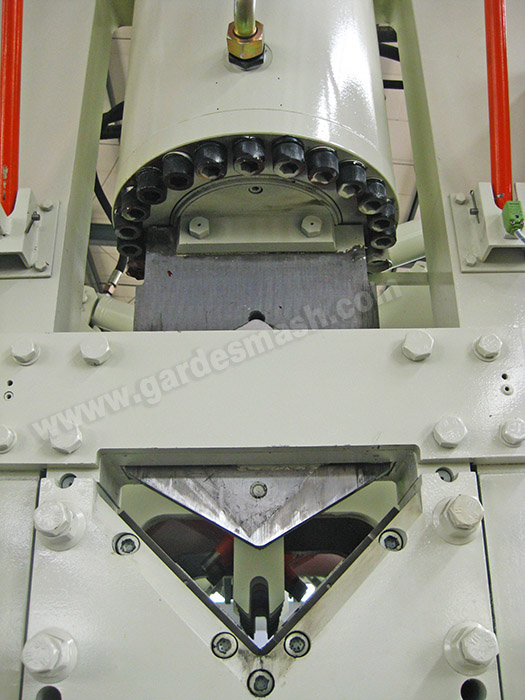
Каждая станция пробивки оснащена головкой с 3 пуансонами и матрицами (замена пуансонов и матриц производиться оператором вручную) на каждую полку уголка, что обеспечивает возможность пробивки отверстий разных диаметров. Широкий диапазон рабочей зоны по осям Y и Z обеспечивает пробивку практически по всей ширине полки (от обушка до края полки). Выбор пуансона производится с помощью пневматических цилиндров, установленных под каждым пуансоном, над пуансонами имеется ручка для смены пуансонов и матриц.
VELMARD модель 160 с ЧПУ; (VELMARD модель 200 с ЧПУ) – с тремя пуансонами на каждую полку уголка, усилием пробивки до 950 кН
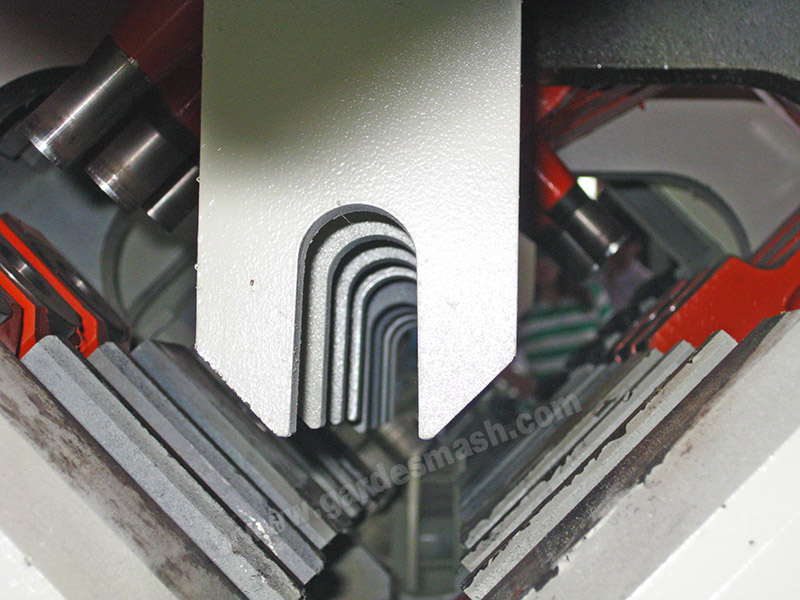

Мощная станция резки разработана для резки уголка в указанном диапазоне и обеспечивает качественный и аккуратный рез без деформации уголка.
Система прижимов станка обеспечивает жесткую фиксацию материала в процессе маркировки, пробивки и резки, для предотвращения возможной деформаций и смещения.
Гидравлическая группа
Гидравлическая станция находится отдельно от станка и создает избыточное давление для рабочих станций и вспомогательных цепей, таких как циклический V-образный подъемник, и системы выводных рольгангов с углом сброса под 45 градусов.


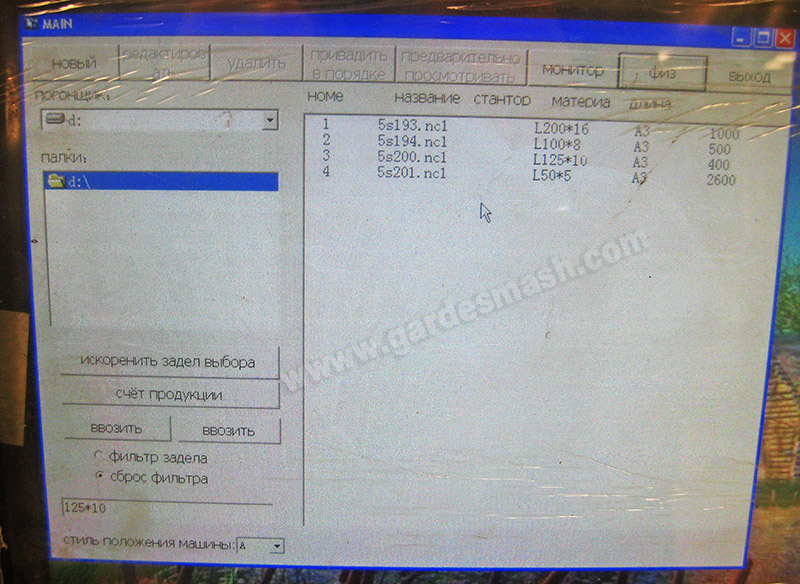
Системное обеспечение на Русском языке
Системное обеспечение – на базе ПК и системой управления модулями. Панель управления, система управления PLC, модули и сервоприводы, разработаны компанией MITSUBISHI.
- Диалоговое программирование
- Импорт чертежей из «Автокада» и «Теклы»
![]()
![]()
- Графическое изображение детали на экране
- Программирование в абсолютных и относительных координатах
- Обмен информацией через флоппи-диски, компакт-диски, USB, кабель RS-232, местную сеть, модем.
- Память для хранения подпрограмм: 120 GB
- Клавиатура для промышленного ПК, видеодисплей 15 дюймов, оптическая мышь


Рабочий процесс
Уголковый профиль загружается на поперечные - загрузочные рольганги краном, подъемным устройством или системой транспортировки. Загрузки уголка на подающий конвейер.
Каретка автоматически подстраивается под высоту полки уголка, а затем жестко фиксирует конец уголка с помощью зажимного устройства пинцета. Каретка подает уголок в рабочую зону
Прижимное колесо в центре станка выравнивает уголок, направляя его в рабочую зону и предупреждая удары уголка о корпус станка. Система прижимов надежно фиксирует уголок в процессе маркировки, пробивки, резки. Готовая деталь подается на выводной рольганг, после чего производится сброс детали.
Каретка отходит из рабочей зоны, после чего происходит поднятие пинцета и каретка возвращаются в исходное положение для выполнения следующего производственного цикла.
Производительность
Производительность станка зависит от размера и толщины уголка, количества и диаметра отверстий.
- Комплектация
|
No. |
Наименование |
спецификация |
Кол-во set – «комплект» pieces –«штук» |
страна |
производитель |
|
1 |
Сервопривод постоянного тока |
4.4kW |
1 Set |
Japan |
YASKAWA |
|
2 |
Сервопривод постоянного тока |
0.9KW |
2 Sets |
Japan |
YASKAWA |
|
3 |
Модуль |
A1SD70 |
1 Set |
Japan |
Mitsubishi |
|
4 |
Модуль |
A1SD75P2-S3 |
1 Set |
Japan |
Mitsubishi |
|
5 |
Контроллер |
A1SCPUC24-R2 |
1 Set |
Japan |
Mitsubishi |
|
6 |
Фотоэлемент |
VTE18-4N4212 |
3 Pieces |
Germany |
SICK |
|
7 |
Контактор |
LC1-D0610 |
3 Pieces |
France |
Schneider |
|
8 |
Пневморегулятор |
GV2-M14 |
1 Piece |
France |
Schneider |
|
9 |
Электромагнитный предохранительный клапан |
AGAM-20/10/210 |
1 Piece |
Taiwan |
Janus |
|
10 |
Электромагнитный предохранительный клапан |
AGAM-20/10/350 |
1 Piece |
Taiwan |
Janus |
|
11 |
Разгрузочный клапан |
AGIU-20/100 |
2 Pieces |
Taiwan |
Janus |
|
12 |
Электроклапан гидравлики |
DPHI3713/E |
2 Pieces |
Taiwan |
Janus |
|
13 |
Электромагнитный клапан |
DHI-0631/2 |
3 Pieces |
Taiwan |
Janus |
|
15 |
Вспомогательный клапан |
HR-013 |
1 Piece |
Taiwan |
Janus |
|
16 |
Пневмоклапан |
V60A513A/SY5120-5GD-01 |
6 Pieces |
Japan |
SMC |
|
17 |
Пластина пневмоклапана |
V60-03/SS5Y5-20-03 |
2 Pieces |
Japan |
SMC |
|
18 |
Пневмоклапан |
4V410-15 |
3 Pieces |
Taiwan |
AirTAC |
|
19 |
Цилиндр гидравлический |
CP95SDB40-215-Z73L |
6 Pieces |
Japan |
SMC |
|
20 |
Устройства для фильтрации и регулировки уровня смазки |
G3/8 or AC20A-02 |
1 Piece |
Japan |
SMC |
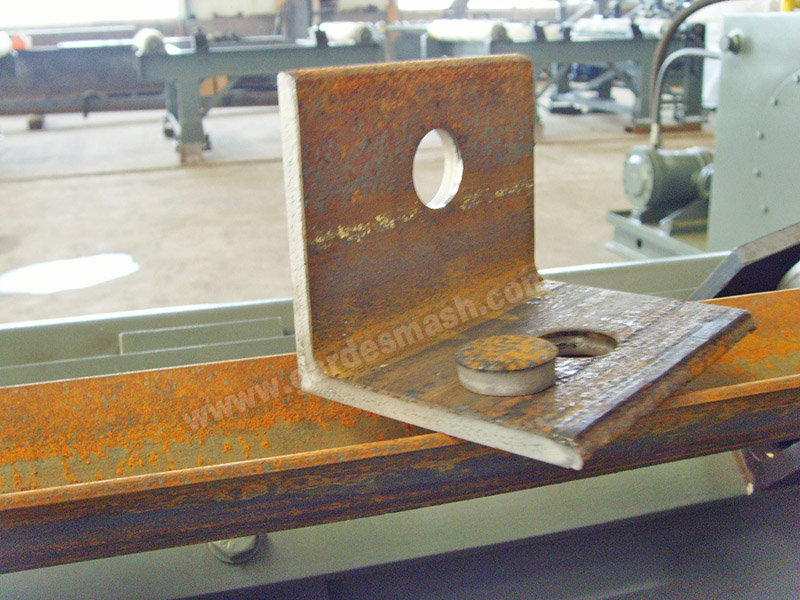
Готовая деталь

Круглое и овальное отверстия